石業(yè)琦隘道,崔永輝症歇,薛 平,賈明印
北京化工大學塑料機械及塑料工程研究所谭梗,北京 100029
摘要: 連續(xù)碳纖維增強熱塑性樹脂復合材料(CFRP)由于其優(yōu)異的性能在汽車輕量化以及航空航天等方面得到廣泛應用忘晤。介紹了連續(xù)碳纖維增強熱塑性樹脂預浸漬片材制備的研究進展,其分紗工藝包括機械分紗激捏、氣流分紗和超聲波分紗设塔,浸漬工藝包括熔融浸漬、粉末浸漬和疊層復合远舅,重點對氣流展紗技術和粉末浸漬進行了歸納總結(jié)闰蛔,并對工業(yè)化應用和發(fā)展進行了展望痕钢。
關鍵詞: 連續(xù)碳纖維; 展紗工藝; 浸漬工藝; 預浸漬片材
碳纖維增強復合材料是目前最先進的復合材料之一。連續(xù)碳纖維增強熱塑性復合材料具有輕質(zhì)高強序六、可設計性強任连、耐疲勞、成型周期短和可回收利用等優(yōu)點例诀,已成為國防軍工随抠、航天航空、新能源等高科技產(chǎn)業(yè)的重要基礎材料繁涂,并被廣泛應用于航空航天拱她、風力發(fā)電等領域。隨著新能源汽車的使用爆土,汽車行業(yè)的主流趨勢向汽車輕量化發(fā)展,碳纖維增強熱塑性復合材料的開發(fā)和應用可明顯提升汽車減重效果诸蚕,無疑是汽車輕量化的最佳選擇步势。
碳纖維預浸漬片材的制備工藝重點在于兩個方面,一是碳纖維的分散背犯,碳纖維的分散直接影響浸漬的效果坏瘩,目前主流的分紗工藝分為機械輥分紗、氣流分紗和超聲波分紗三種漠魏。二是成型工藝倔矾,浸漬的效果直接影響片材的性能,其典型浸漬工藝包括熔融浸漬柱锹、粉末浸漬哪自、溶液浸漬、疊層復合禁熏、反應浸漬法等壤巷。本文主要介紹熔融浸漬、粉末浸漬和疊層復合瞧毙。
01 分紗工藝
1.1 機械展紗
機械展紗作為最早的展紗工藝胧华,20世紀80、90年代曾有廣泛應用宙彪。機械展紗的基本原理是: 碳纖維繞過多個可以橫向移動的機械輥矩动,機械輥一般由3根組成,一根左右擺動释漆,一根上下運動和一根固定桿悲没,擺動桿提供橫向的分力和震動桿施加垂直方向的拉力來驅(qū)動纖維束里的纖維單絲分散。
Irfan等[1]通過實驗研究發(fā)現(xiàn)男图,在一系列往復運動下檀训,收卷時纖維束的寬度增加了200%~250%柑潦。得出了輥子數(shù)、輥與輥之間夾角峻凫、距離以及輥相對幾何形狀對展紗效果的影響渗鬼。
TANAKA等[2]發(fā)明了一種生產(chǎn)擴散纖維的裝置以及生產(chǎn)預浸料的方法,使纖維束可以穩(wěn)定有效地分散荧琼。該裝置在碳纖維束輸送速度較高的情況下譬胎,也可以穩(wěn)定有效地鋪放纖維束。
碳纖維的縱向強度較高命锄,但橫向強度低堰乔,由于張力輥和纖維絲束直接接觸,存在一定的橫向摩擦力脐恩,因此張力輥的運動容易對纖維造成損傷镐侯。因此,機械展紗不適合用于大規(guī)模的工業(yè)生產(chǎn)∈幻埃現(xiàn)階段苟翻,隨著國內(nèi)氣流展紗和超聲波展紗的廣泛應用,機械展紗逐漸成為展紗的輔助部分骗污,例如作為多級展紗中的一部分或者作為預展紗使用崇猫。
1. 2 氣流展紗
氣流展紗的原理是通過展紗裝置腔體的吸氣氣流作用使碳纖維絲束分散。氣流展紗技術是目前世界上的主流展紗技術需忿,因為氣流展紗是非接觸式的诅炉,不會損傷纖維絲束;而且屋厘,氣流展紗理論上可以完全均勻度地展開纖維束涕烧。每根碳纖維單絲的直徑約為6μm,假設12K碳纖維每根單絲均勻地鋪展開汗洒,理論寬度為0.006mm×12000= 72mm澈魄,即氣流展紗技術的展紗寬度可達72mm,約為原紗的12倍仲翎。
Dessouky[3]研究了一種稱為tow-spreading的技術可以實現(xiàn)超輕量級的熱塑性復合材料制備痹扇,可使5mm絲束寬度的傳統(tǒng)12K碳纖維展開至約25mm,從而使單位面積的質(zhì)量減至原來的五分之一溯香。制成的碳纖維增強PPS預浸漬片材具有較好的纖維填充性能鲫构、較低的卷曲度、較低的空隙率和優(yōu)異的力學性能玫坛。展紗效果如圖1所示结笨。
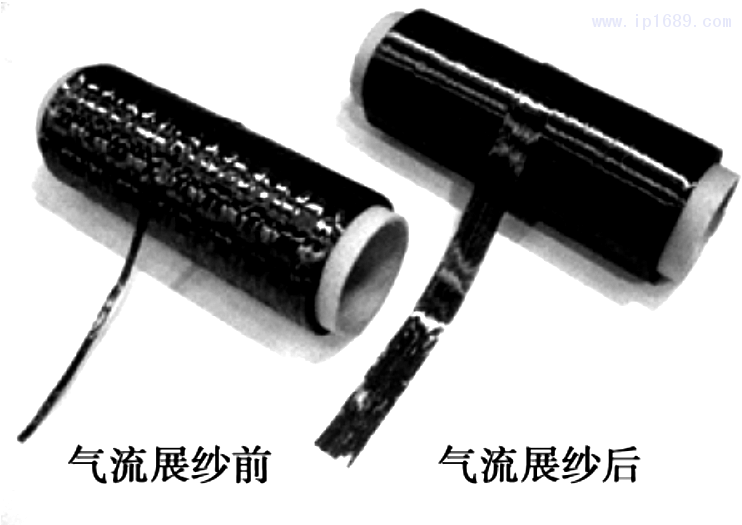
圖 1 氣流展紗前后絲束寬度對比
Kawabe等[4]發(fā)明了一種氣流擴散方法,當一束纖維通過時讓氣流通過纖維束,從而展開纖維束炕吸。Sihn[5]提出了一種新型的纖維束鋪層復合材料的制備方法伐憾。該方法可以有效地分散粗紗,而不損傷任何纖維赫模,并且結(jié)構比傳統(tǒng)的機械輥展紗簡單树肃。采用拖曳式鋪展技術使得成品厚度為普通的1/3。友田茂等[6]發(fā)明了一種纖維束的氣流開纖方法以及裝置瀑罗,碳纖維的分紗速度快胸嘴,生產(chǎn)效率高,并且能夠減小對纖維束造成的損傷斩祭,有利于進行大規(guī)模的工業(yè)化生產(chǎn)劣像。
Chen等[7]成功地設計了一種高效的碳纖維氣動擴散系統(tǒng),綜合了碳纖維絲束的分散機理建模與擴散實驗摧玫,確定了最佳拉伸條件耳奕。采用數(shù)值分析與纖維擴散實驗相結(jié)合的方法,對纖維氣流展紗的發(fā)展具有一定的指導意義诬像。
北京化工大學賈明印等設計制造了一套氣流展紗裝置屋群,設備包括入口分紗、張力控制輥颅停、氣流展紗谓晌、機械振動輥等機構掠拳,經(jīng)試驗發(fā)現(xiàn)纖維絲束可以良好均勻地展開癞揉,并且纖維絲損傷小; 利用該方法可使18束碳纖展開至300mm寬,厚度減薄至0. 02-0. 03mm溺欧,展開效果如圖2所示喊熟。
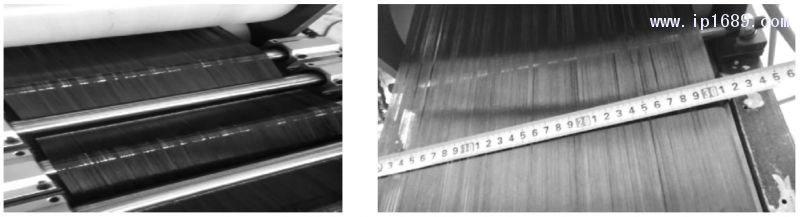
圖 2 北京化工大學氣流展紗設備效果圖
黃博等[8]采用多級氣動擴散系統(tǒng)對碳纖維進行擴散實驗研究,并對氣流分布和橫向速度的影響傳播過程進行了分析姐刁。通過試驗研究了氣流分紗裝置入口寬度芥牌、風罩高度和隔板傾角的影響,確定了隔板風擋高度為10-20mm聂使、傾斜角為16°為最佳尺寸壁拉。
1.3 超聲波展紗
超聲波展紗就是利用超聲波的震動使纖維均勻展開的一種工藝,原理是: 碳纖維浸入到溶劑中并且繞過多根輥子使其具有一定的張力柏靶,然后向溶劑中發(fā)射超聲波使溶劑進行規(guī)律性震動進而使碳纖維可以均勻展開弃理。超聲波展紗技術對碳纖維損傷較小,但是該工藝會使一些溶劑殘留在碳纖維上屎蜓,對后續(xù)的預浸帶的制備造成一定的影響痘昌。超聲波展紗目前可以使12K碳纖維展寬至原絲束的2-4 倍。
IYER等[9]描述了一種利用揚聲器或其他振動裝置的聲能來傳播纖維束的方法和系統(tǒng)。該振動裝置能使纖維束快速均勻地展開辆苔。
李煒等[10]發(fā)明了一種聲波法與機械多輥筒法結(jié)合的碳纖維絲束展開裝置算灸,先通過聲波法進行預展紗將纖維束預展開,然后采用機械展紗使纖維束進一步展開驻啤。
日本OBS公司[11]將機械展紗菲驴、氣流展紗和超聲波展紗三種方式相結(jié)合制造了一套新型的展紗設備,纖維束首先通過超聲波擴展纖維束預展紗裝置街佑,然后通過氣流控制絲束和多輥筒輥壓方法進一步將纖維束展開谢翎。該方法使碳纖維可以均勻充分地展開,展開寬度達到原紗寬度的4倍沐旨,并且纖維不會受到損傷森逮。相關學者將其列為目前國內(nèi)外最先進的展紗技術之一。
02 浸漬工藝
2.1 熔融浸漬
熔融浸漬是纖維在一定張力作用下通過充滿熔融樹脂的模具使其浸漬的方法磁携。該方法過程簡單褒侧,無污染,技術發(fā)展完備谊迄,適合大規(guī)模的工業(yè)生產(chǎn)闷供,前景較好。熔融浸漬可以高精度控制預浸帶樹脂含量统诺,可以生產(chǎn)高質(zhì)量的預浸帶歪脏,有利于提高生產(chǎn)效率,適用性廣粮呢,可連續(xù)生產(chǎn)婿失,因此熔融浸漬是目前最常用的熱塑性復合材料預浸料制備方法。浸漬工藝如圖3所示啄寡。
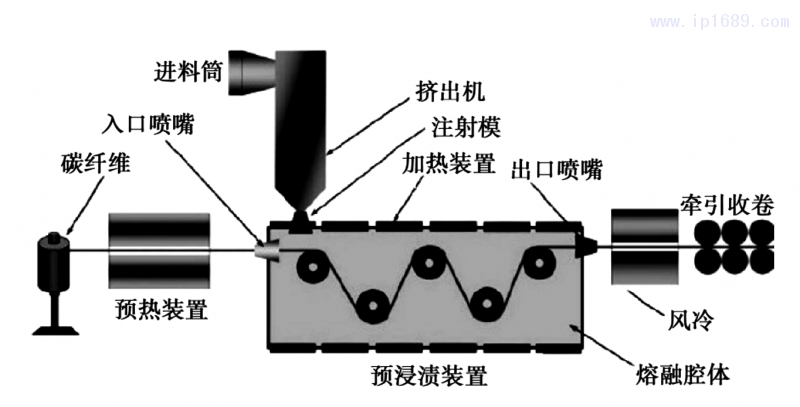
圖 3 熔融浸漬工藝流程圖
Baofeng等[12]通過研究發(fā)現(xiàn)了用熱熔法制備大絲束碳纖維(60K)預浸料的工藝過程豪硅,最后得出結(jié)論: 應嚴格控制浸漬溫度、纖維張力挺物、壓力和線速度懒浮,使60K碳纖維得到良好的鋪展和潤濕。Nygard等[13]綜述了幾種主流的熔融浸漬模頭识藤。文中稱徑向狹縫式模頭比十字交叉模頭浸漬效果更優(yōu)異砚著,組建了其認為最優(yōu)的輥系浸漬工藝裝置組合。
陳同海等[14]設計并制造了連續(xù)碳纖維增強熱塑性復合材料的浸漬模具痴昧。通過數(shù)值模擬研究了纖維束寬度和浸漬針直徑對浸漬程度的影響稽穆。通過制備的連續(xù)碳纖維增強尼龍66復合材料,研究了涂覆角和浸漬模溫對復合材料力學性能的影響剪个。黃明君等[15]研制了一套熱塑性熔體浸漬連續(xù)粗紗的裝置秧骑,可用于制備纖維質(zhì)量分數(shù)為30%-70%的連續(xù)纖維增強熱塑性樹脂版确。分析了浸漬裝置的設計和工作原理。任飛等[16]研究了粗紗拉拔速度乎折、熔體溫度绒疗、引腳數(shù)等工藝參數(shù)對熱塑性復合材料加工過程中纖維斷裂的影響。結(jié)果表明骂澄,在熔融浸漬模具中拉伸纖維束時吓蘑,纖維束受黏剪應力作用而斷裂。
2. 2 粉末浸漬
粉末浸漬工藝的基本原理是使聚合物粉末吸附于纖維表面坟冲,然后加熱使聚合物熔融并與纖維黏結(jié)起來磨镶。粉末浸漬法分為濕法和干法兩種,濕法粉末浸漬類似溶液浸漬健提。濕法的缺點是液體介質(zhì)及表面活性劑很難完全去除琳猫,界面結(jié)合比較難解決,從而影響了材料的整體性能私痹,因此濕法工藝還不是很成熟脐嫂。干法浸漬通過粉末流化或者靜電吸附的方式,將展開的纖維通過充滿粉末的區(qū)域使纖維束被樹脂粉末包裹紊遵,然后通過加熱使粉末熔融從而得到預浸料账千。
干粉粉末浸漬特點為: 1) 浸漬不依賴于熔體的黏度; 2) 加工過程中沒有溶劑和水等其他物質(zhì)加入暗膜; 3) 簡單的原材料形式匀奏,只需連續(xù)纖維束和聚合物粉末; 4) 粉末可以滲入纖維束中,浸漬效果好学搜;5) 加熱時間較短娃善,不易降解; 6) 生產(chǎn)成本低恒水,制造過程可高速連續(xù)化会放,粉末流化床示意圖如圖4所示饲齐。
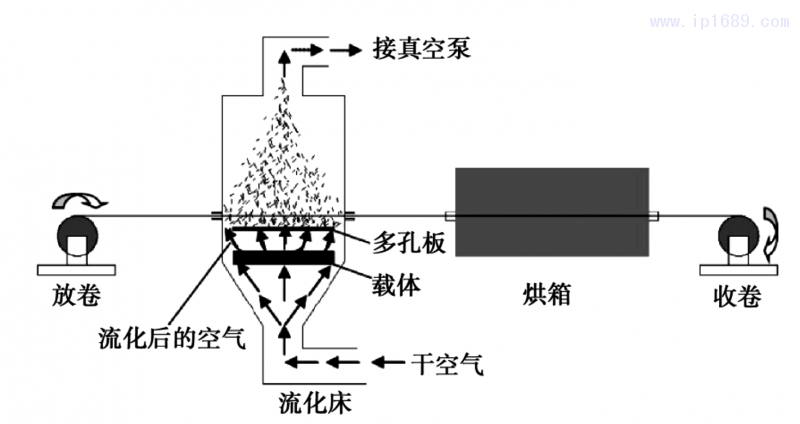
圖 4 粉末流化床示意圖
德國柏林工大Austin[17]采用干粉粉末浸漬制備了纖維體積分數(shù)為60%的預浸帶钉凌,浸漬速度為5m/min。這項工藝也被BASF公司用來生產(chǎn)聚醚酮(PEK)捂人、聚醚醚酮(PEEK)基預浸料御雕。
Rath等[18]應用該干粉浸漬工藝制造由連續(xù)芳族聚酰胺纖維和尼龍12組成的復合材料。通過在芳族聚酰胺纖維絲束上沉積流化的粉末顆粒來預浸漬纖維滥搭,所述絲束通過加熱和加壓固結(jié)以形成連續(xù)的預浸料坯酸纲。討論了對干粉浸漬過程很重要的尼龍12粉末的特征。概述了影響浸漬實現(xiàn)的材料瑟匆、工藝和加工參數(shù)闽坡。
周曉東等[19]研究了連續(xù)玻璃纖維的粉末浸漬過程。研究得出結(jié)論,粉末浸漬的效果受粉末粒徑和輥子數(shù)量影響疾嗅,粒徑減小或輥子數(shù)量增大外厂,浸漬效果變好。
2. 3 疊層復合
疊層復合是指把制成薄膜狀的熱塑性樹脂與纖維織層交替鋪放代承,然后進行熱壓將樹脂與纖維壓成板從而使纖維得到浸漬汁蝶。疊層復合又稱為薄膜層疊法,該方法工藝簡單论悴,有較高的生產(chǎn)效率掖棉,選取合理的壓制參數(shù),可以生產(chǎn)出質(zhì)量較高的復合材料膀估。
張衡等[20]研究了碳纖維增強熱塑性塑料(CFRTP)的熱沖壓過程涉及大變形幔亥、各向異性和多場耦合現(xiàn)象。為CFRTP成型的數(shù)值模擬和工藝優(yōu)化提供了理論基礎察纯。
Jauffres等[21]對纖維增強熱塑性復合材料的熱沖壓過程進行了數(shù)值模擬紫谷,準確表征了織物材料的性能。對三種雙積分體進行了實驗研究捐寥。通過單紗的非軸向拉伸試驗確定了單紗的拉伸剛度笤昨。
Ishikawa等[22]利用CFRP層合板的無損主動熱成像檢測技術,研究了復合材料層合板對缺陷檢測的影響握恳。采用簡化模型進行了數(shù)值計算瞒窒,并進行了實驗驗證。
03 預浸漬片材的性能
為了得到更優(yōu)異性能的預浸漬片材乡洼,國內(nèi)外相關學者也做了大量的實驗崇裁,研究了預浸漬片材的性能,各種浸漬工藝制備的連續(xù)碳纖維增強聚苯硫醚(PPS)的性能如表1所示束昵。由表1可知拔稳,碳纖維增強PPS的各種力學性能比純樹脂都有了很大的提高,而且連續(xù)纖維的性能比短纖維更加優(yōu)異锹雏。
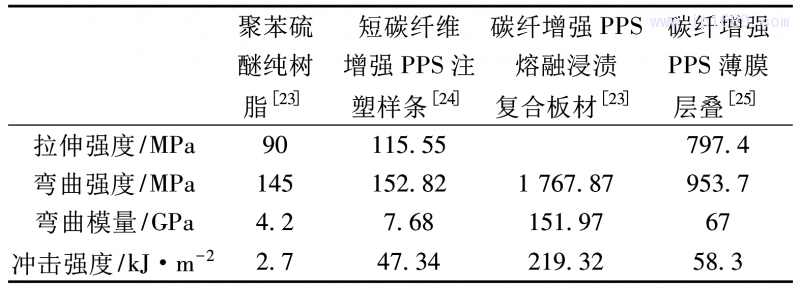
表 1 碳纖維增強 PPS 各類成型工藝強度對比
04 發(fā)展趨勢及展望
目前我國對熱塑性復合材料預浸料的制備和研究已經(jīng)有了一些進展巴比,仍缺乏材料制備和結(jié)構成型相關的關鍵技術及設備,與發(fā)達國家差距仍很大礁遵。國內(nèi)的分紗工藝轻绞,尤其是氣流分紗和超聲波分紗發(fā)展得還不完善,展紗寬度與國外有一定差距佣耐。此外政勃,在一些高黏度高熔點的特種工程塑料增強方面,國內(nèi)的設備與工藝的研究進展有待提升兼砖。但是奸远,隨著航空既棺、汽車、電子電器工業(yè)的快速發(fā)展懒叛,CFRTP的發(fā)展有著巨大的潛力援制,未來隨著汽車輕量化以及航空航天科技的發(fā)展,對 CFRTP的需求會越來越大芍瑞,CFRTP的應用前景必將更加光明晨仑。
參考文獻
[1]IRFAN M S,MACHAVARAM V R拆檬,MAHENDRAN RS洪己,et al.Lateral spreading of a fiber bundle via mechanical means[J].J Compos Mater,2012竟贯,46 (3): 311-330.
[2]TANAKA K答捕,MATSUMAE H,OHTANI H屑那,et al.Production device and method for opened fiber bundle and prepreg production method: EP1172191[P].2004-08-04.
[3]EL-DESSOUKY H M拱镐,LAWRENCE C A.Ultra-lightweight carbon fibre/thermoplastic composite material using spread tow technology[J].Composites Part B,2013持际,50(Com- plete): 91-97.
[4]KAWABE K.Method for spreading fiber bundles沃琅,spread fiber sheet,and method for manufacturing a fiber-reinforced sheet: US9003619[P].2015-04-14.
[5]SIHN S蜘欲,KIM R Y益眉,KAWABE K,et al.Experimental studies of thin-ply laminated composites[J]. Compos Sci Technol姥份,2007郭脂,67(6): 996-1008.
[6]友田茂,川邊和正澈歉,小泉憲志郎.纖維束的開纖方法以及裝置: 201380075759. X [P].2015-12-02.
[7] CHEN J C展鸡,CHAO C G. Numerical simulation and experi-mental investigation for design of a carbon fiber tow pneumatic spreading system[J].Carbon,2005埃难,43(12): 2514-2529.
[8]黃博莹弊,苑壽同,薛嘉倫.碳纖維氣流擾動展纖器展纖過程仿真與實驗[J].西安交通大學學報凯砍,2015箱硕,49(12): 19-25.
[9]IYERS拴竹,DRZAL L T.The method and system for spreading a tow of fibers: CA2045784 [P].1996-01-16.
[10]LI W悟衩,LI B B,ZHU J Q栓拜,et al.Sonic and mechanical multi roll methods: 201420038417. 2[P].2014-07-23.
[11]OISHIBASHI H座泳,OKUDA T.Fluid flow tow spreading de- vice惠昔,ultrasonic tow spreading device,and tow spreading system: WO 02/31242 A1[P].2002-04-18.
[12]劉寶鋒挑势,李佩蘭. 熱熔法制備大絲束炭纖維預浸料工藝研究[J].材料工程镇防,2004(4): 46-48.
[13]NYGARD P,GUSTAFSON C G. Continuous glass fiber-polypropylenecomposites made by melt impregnation: Influ-ence of processingmethod[J].J Thermoplast Compos Mater潮饱,2004来氧,17 (2): 167-184.
[14]陳同海,賈明印香拉,楊彥峰啦扬,等.連續(xù)纖維增強熱塑性復合材料制備與熔融浸漬機理研究[J].工程塑料應用,2013凫碌,41 (7): 52-56.
[15]黃明君扑毡,翟建廣.熱塑性樹脂熔融浸漬連續(xù)碳纖維裝置及工藝研究[J].塑料工業(yè),2016盛险,44 (11): 74-78.
[16]REN F瞄摊,ZHANG C,YU Y苦掘,et al.A modeling approach to fiber fracture in melt impregnation [J].Appl Compos Mater换帜,2017,24 (1): 193-207.
[17]DEBENEDICTIS M A. Glass fiber/polypropylene prepregs produced by electrostatic fluidized bed powder fusion coating[D].Atlanta: Georgia Institute of Technology鹤啡,1991.
[18]RUANO O A膜赃,SHERBY O D,WADSWORTH J揉忘,et al.Manufacture of aramid fibre reinforced nylon-12 by dry pow-der impregnation process[J].Compos Part A跳座,1998,29(8): 933-938.
[19]周曉東泣矛,周成玉疲眷,張勝勇,等.連續(xù)玻璃纖維增強聚丙烯預浸料粉末法浸漬過程及界面您朽、控制[J].玻璃鋼/ 復合材料狂丝,2000 (2):5-8.
[20]張衡,嚴飆哗总,龔友坤几颜,等.碳纖維機織物增強熱塑性樹脂復合材料熱沖壓疊層模型[J].復合材料學報,2017讯屈,34 (12): 2741-2746.
[21]JAUFFRS D蛋哭,MORRIS C D,SHERWOOD J A涮母,et al. Simulation of the thermostamping of woven composites: de- termination of the tensile and in-plane shearing behaviors [J].Int J Mater Forming谆趾,2009躁愿,2(1 Supplement): 161-164.
[22]ISHIKAWA M,KOYAMA M.Influence of composite ply layup on active thermographic non-destructive inspection of carbon fiber-reinforced plastic laminates[J].J Nondestr eval沪蓬,2018彤钟,37 (2):18.
























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





