胡亞南1嘹履,寧奎偉2
(1.西京學(xué)院腻扇,西安 710021;2.陜西西微測控工程有限公司砾嫉,咸陽 710000)
摘要:為提升工程塑件生產(chǎn)的自動(dòng)化程度幼苛,提高企業(yè)生產(chǎn)效率,實(shí)現(xiàn)多臺(tái)注塑設(shè)備的集中管理和遠(yuǎn)程監(jiān)控焕刮,設(shè)計(jì)一套基于Siemens PLC的注塑機(jī)遠(yuǎn)程集散控制系統(tǒng)舶沿。以S7-1500PLC和ET200MP模塊為控制系統(tǒng)硬件基礎(chǔ),以TIA Portal V13軟件為系統(tǒng)程序和HMI界面開發(fā)平臺(tái)配并,以遠(yuǎn)程PC端和現(xiàn)場觸摸屏為監(jiān)控窗口括荡,搭建三層車間網(wǎng)絡(luò)框架,實(shí)現(xiàn)注塑機(jī)遠(yuǎn)程監(jiān)控系統(tǒng)自動(dòng)化升級(jí)溉旋。在注塑機(jī)集散控制系統(tǒng)的基礎(chǔ)上畸冲,設(shè)計(jì)工藝流程、參數(shù)設(shè)置观腊、故障報(bào)警邑闲、生產(chǎn)報(bào)表等功能,實(shí)現(xiàn)操作便捷梧油、實(shí)施性強(qiáng)的遠(yuǎn)程監(jiān)控系統(tǒng)苫耸,以保證注塑機(jī)組的安全、穩(wěn)定儡陨、高效褪子、優(yōu)質(zhì)、智能的生產(chǎn)運(yùn)行骗村。
關(guān)鍵詞:注塑機(jī)嫌褪;數(shù)據(jù)共享;TIA Portal V13叙身;遠(yuǎn)程監(jiān)控渔扎;ET200MP
0 引言
工程塑料具有耐腐蝕、強(qiáng)度高信轿、壽命久晃痴、質(zhì)量輕等眾多優(yōu)點(diǎn)而被廣泛應(yīng)用于機(jī)械、造船财忽、航空及汽車領(lǐng)域[1]倘核。注塑機(jī)是生產(chǎn)工程塑件的主要設(shè)備之一,被眾多塑件制造廠商使用即彪,但隨著科技發(fā)展及工程塑件需求量的劇增紧唱,塑件制造廠的生產(chǎn)規(guī)模逐步擴(kuò)大活尊、注塑機(jī)數(shù)量不斷增多,為提升塑件生產(chǎn)效率漏益,對(duì)塑件生產(chǎn)過程的自動(dòng)化程度蛹锰、智能遠(yuǎn)程監(jiān)控系統(tǒng)及網(wǎng)絡(luò)信息化提出了更高要求。目前绰疤,傳統(tǒng)的單機(jī)注塑設(shè)備生產(chǎn)模式存在系統(tǒng)落后铜犬、自動(dòng)化程度低、兼容性差轻庆、聯(lián)網(wǎng)能力弱的問題癣猾,無法實(shí)現(xiàn)注塑機(jī)生產(chǎn)參數(shù)的精確監(jiān)控、數(shù)據(jù)實(shí)時(shí)記錄余爆、數(shù)據(jù)共享及資源整合纷宇,不利于提高企業(yè)的集成化管理[2,3]。
為實(shí)現(xiàn)塑件生產(chǎn)車間注塑機(jī)設(shè)備的集成化管理蛾方,以西門子S7-1500PLC為硬件核心控制器像捶,以ET200MP為分布式從站,以TIA Portal V13軟件開發(fā)平臺(tái)桩砰,設(shè)計(jì)注塑機(jī)遠(yuǎn)程集散控制系統(tǒng)作岖,并搭建車間三層Profinet通訊網(wǎng)絡(luò),實(shí)現(xiàn)車間多臺(tái)注塑機(jī)集中監(jiān)控五芝、數(shù)據(jù)共享、資源集成管理辕万,以保證注塑機(jī)組安全枢步、高效、優(yōu)質(zhì)渐尿、低耗能的運(yùn)行醉途。
1 注塑工藝流程及設(shè)計(jì)要求
注塑工藝流程主要包括:原料準(zhǔn)備、加料砖茸、塑化隘擎、合模、注射凉夯、保壓货葬、冷卻及固化、開模劲够、塑件取出震桶、推出機(jī)構(gòu)復(fù)位、合模征绎,即完成一個(gè)注塑流程蹲姐,然后按照上面的工藝流程進(jìn)行注塑循環(huán)加工(如圖1所示)。注射系統(tǒng)是通過注射缸施加一定壓力,將料筒內(nèi)熔融塑化的塑料經(jīng)噴嘴柴墩、澆注系統(tǒng)快速充滿密閉模具型腔忙厌。控制系統(tǒng)是注塑機(jī)的“大腦”江咳,通過HMI界面設(shè)置注塑工藝參數(shù)逢净,完成執(zhí)行裝置動(dòng)作及檢測裝置信號(hào)采集,實(shí)現(xiàn)自動(dòng)控制和數(shù)據(jù)處理扎阶,具備數(shù)據(jù)顯示汹胃、存儲(chǔ)、報(bào)警东臀、報(bào)表及打印功能[4]着饥。料筒分區(qū)溫度、注射壓力惰赋、注射速度及模具溫度等參數(shù)控制效果的優(yōu)劣宰掉,決定著塑件產(chǎn)品質(zhì)量的等級(jí)及企業(yè)經(jīng)濟(jì)效益,所以注塑機(jī)遠(yuǎn)程監(jiān)控系統(tǒng)的升級(jí)十分必要赁濒。
針對(duì)當(dāng)前注塑機(jī)監(jiān)控系統(tǒng)存在的不足轨奄,設(shè)計(jì)注塑機(jī)遠(yuǎn)程集散控制系統(tǒng)應(yīng)具備以下功能:1)能夠快速準(zhǔn)確完成注塑機(jī)注射壓力、料筒溫度拒炎、注射速度挪拟、生產(chǎn)數(shù)量、內(nèi)腔壓力击你、設(shè)備狀態(tài)玉组、注射電子尺、合模電子尺及安全閥狀態(tài)等信號(hào)的實(shí)時(shí)監(jiān)測及反饋丁侄;2)利用智能控制策略對(duì)完成注塑機(jī)溫度和壓力的智能惯雳、精確、穩(wěn)定控制鸿摇;3)通過HMI界面實(shí)現(xiàn)參數(shù)設(shè)置石景、報(bào)警設(shè)置、歷史曲線拙吉、生產(chǎn)報(bào)表潮孽、故障報(bào)警等功能;4)建立注塑機(jī)故障診斷庫筷黔,能夠針對(duì)故障報(bào)警提示解決方案恩商;5)能夠?qū)崿F(xiàn)遠(yuǎn)程控制、現(xiàn)場就地控制及一鍵啟停全自動(dòng)控制三種控制模式必逆;6)實(shí)現(xiàn)廠方所有注塑機(jī)設(shè)備集成控制怠堪、數(shù)據(jù)共享及遠(yuǎn)程無線數(shù)據(jù)查詢功能揽乱。
2 控制系統(tǒng)硬件選型
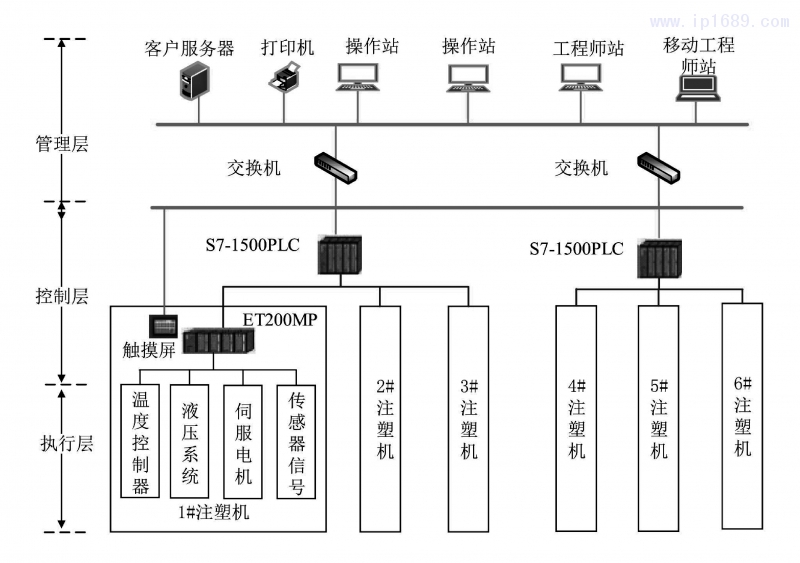
由于工程塑件注塑工藝較為復(fù)雜、控制參數(shù)及控制點(diǎn)量較多粟矿,注塑機(jī)遠(yuǎn)程監(jiān)控系統(tǒng)采用集散控制系統(tǒng)凰棉,以Siemens S7-1500PLC為核心控制器,ET200MP為分布式從站陌粹,TIA Portal V13為軟件開發(fā)平臺(tái)撒犀,采用Profinet和Profibus-DP進(jìn)行網(wǎng)絡(luò)通訊,實(shí)現(xiàn)注塑生產(chǎn)過程集中管理掏秩、分散控制[5]或舞。注塑機(jī)集散控制系統(tǒng)(如圖2所示)硬件設(shè)備為3層結(jié)構(gòu):1)第1層為執(zhí)行層,主要完成注塑機(jī)監(jiān)控?cái)?shù)據(jù)采集蒙幻、控制命令執(zhí)行等任務(wù)映凳,該層主要包含液壓系統(tǒng)、溫度控制系邮破、伺服電機(jī)及傳感器檢測等單元組成诈豌。傳感器檢測主要包括PT100溫度傳感器、EVT-20壓力傳感器抒和、位移傳感器等矫渔,傳感器將參數(shù)信號(hào)轉(zhuǎn)化為4~20mA電流信號(hào)或0~5V電壓信號(hào)經(jīng)模擬量SM模塊傳輸給PLC模塊進(jìn)行邏輯運(yùn)算和數(shù)據(jù)存儲(chǔ);伺服電機(jī)主要為注塑機(jī)動(dòng)力設(shè)備摧莽,驅(qū)動(dòng)塑化原料流動(dòng)庙洼,采用Siemens變頻器控制[6,7]。2)第2層為控制層镊辕,由S7-1500PLC模塊送膳、ET200MP從站模塊組成,按照設(shè)計(jì)的控制策略和控制邏輯對(duì)注塑機(jī)注塑過程進(jìn)行實(shí)時(shí)控制丑蛤,S7-1500PLC主站與ET200MP從站采用Profibus-DP通訊,S7-1500PLC與KP1500觸摸屏采用Profinet通訊撕阎,模擬量信號(hào)傳輸使用屏蔽電纜以避免信號(hào)干擾受裹。3)第3層為管理層,由DELL計(jì)算機(jī)虏束、Siemens服務(wù)器棉饶、網(wǎng)路設(shè)備、HP打印機(jī)組成镇匀,主要分為操作站照藻、工程師站、客戶服務(wù)器汗侵、移動(dòng)工程師站等部分幸缕,操作人員可以通過遠(yuǎn)程監(jiān)控模式完成遠(yuǎn)程監(jiān)控群发、數(shù)據(jù)打印、遠(yuǎn)程診斷等工作发乔,同時(shí)也可以完成程序修改熟妓、下載、升級(jí)及技術(shù)參數(shù)修改工作栏尚。注塑機(jī)集散控制系3層網(wǎng)絡(luò)構(gòu)架起愈,實(shí)現(xiàn)生產(chǎn)車間各節(jié)點(diǎn)的通訊,實(shí)現(xiàn)注塑生產(chǎn)多機(jī)模式的集成管理译仗、數(shù)據(jù)共享抬虽、資源整合、分散控制等功能纵菌。
文中設(shè)計(jì)集散控制系統(tǒng)具有以下優(yōu)勢:1)以TIA Portal V13軟件為集散控制系統(tǒng)開發(fā)平臺(tái)阐污,相比傳統(tǒng)的WinCC+Step7方法可高效靈活的完成項(xiàng)目組態(tài)、網(wǎng)絡(luò)搭建产艾、程序編寫疤剑、在線診斷等功能,具有效率高闷堡、可視化隘膘、操作簡單的優(yōu)點(diǎn);2)采用現(xiàn)場KP1500觸摸屏與遠(yuǎn)程PC操作站相結(jié)合的監(jiān)控方式杠览,可提高操作人員工作的便捷性和實(shí)時(shí)性弯菊;3)以性能強(qiáng)、運(yùn)算快的S7-1500PLC+S71500模塊為主站踱阿,以價(jià)格低管钳、體積小的IM155通訊模塊+ET200MP模塊為從站形成高低搭配的控制系統(tǒng),以實(shí)現(xiàn)性能高软舌、成本低的集散控制系統(tǒng)才漆;4)搭建3層網(wǎng)絡(luò)框架,實(shí)現(xiàn)了多機(jī)模式生產(chǎn)時(shí)的數(shù)據(jù)資源整合佛点,各層分工明確醇滥、相互協(xié)調(diào),便于任務(wù)分配超营,提高生產(chǎn)效率鸳玩。
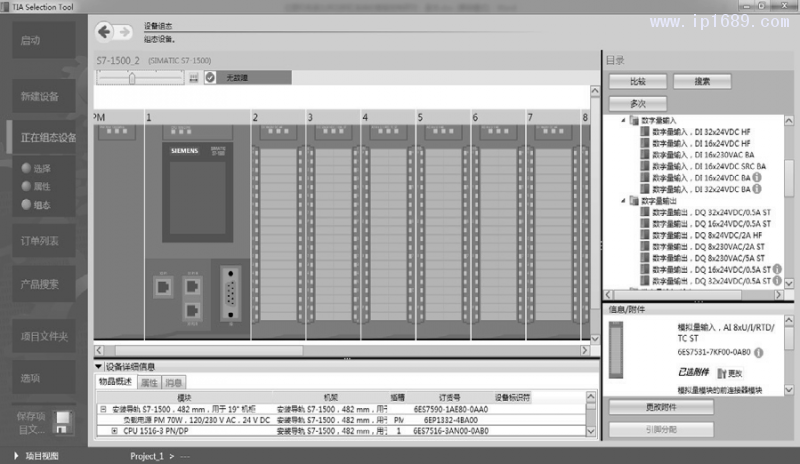
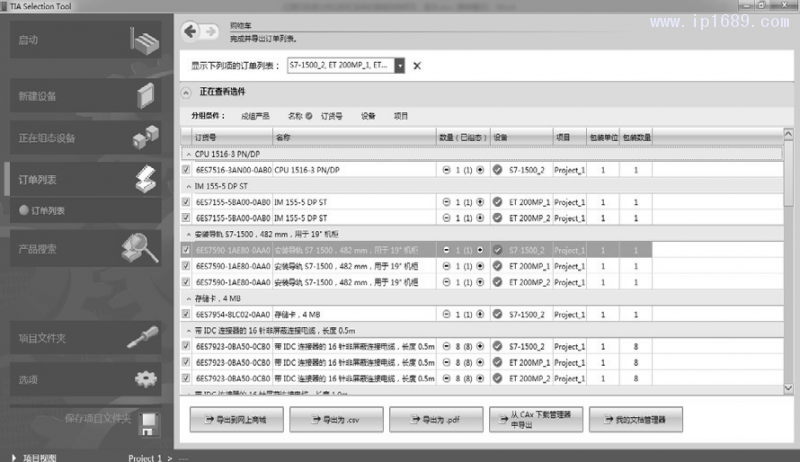
依據(jù)注塑生產(chǎn)的工藝特點(diǎn)和廠家控制要求,選用Siemens S7-1500PLC系列的CPU1516-3PN/DP演闭、PM70W電源模塊不跟、IM155-5DP通訊模塊及SM模塊完成下位機(jī)硬件組態(tài)。S7-1500PLC的系統(tǒng)性能米碰、集成技術(shù)窝革、安全機(jī)制购城、簡單的操作及超強(qiáng)的易用性都能彰顯出其強(qiáng)大的自動(dòng)化實(shí)力,同時(shí)其集成系統(tǒng)診斷功能聊闯、統(tǒng)一的顯示方案可將診斷信息顯示在工程組態(tài)軟件工猜、HMI面板及WEB服務(wù)器中。在SM模塊中菱蔬,選用SM521數(shù)字量輸入模塊篷帅,DI16×24VDC用于設(shè)備狀態(tài)、電機(jī)過載拴泌、限位信號(hào)魏身、電機(jī)啟動(dòng)、機(jī)械安全監(jiān)測等信號(hào)輸入蚪腐;選用SM522數(shù)字量輸出模塊箭昵,DQ32×24VDC/0.5A,用于伺服電機(jī)啟動(dòng)回季、吹氣家制、調(diào)模進(jìn)退、頂退等控制量輸出泡一;選用SM531模擬量輸入模塊颤殴,AI8×U/I/RTD/TC,用于PT100熱電偶鼻忠、注射電子尺涵但、合模電子尺、注射壓力等模擬量輸入帖蔓;選用SM532模擬量輸入模塊矮瘟,AQ8×U/I,用于加熱控制輸出[8]塑娇。為提升系統(tǒng)設(shè)計(jì)效率澈侠,縮短組態(tài)和訂貨,可用TIA Selection Tool軟件模擬注塑機(jī)集散控制系統(tǒng)硬件組態(tài)埋酬,可準(zhǔn)確哨啃、無遺漏生成系統(tǒng)硬件模塊及其附件的訂貨清單(如表1所示),該軟件可模擬真實(shí)系統(tǒng)的硬件選型奇瘦、機(jī)架分配、系統(tǒng)診斷劲弦、附件選型耳标。注塑機(jī)集散控制系統(tǒng)設(shè)備組態(tài)(如圖3所示),完成了模塊選擇邑跪、組態(tài)次坡、訂購的全集成自動(dòng)化配置呼猪,可清晰查看組態(tài)硬件的訂貨號(hào)、電勢分配砸琅、插槽號(hào)宋距、機(jī)架位置等信息。在項(xiàng)目視圖模式下症脂,點(diǎn)擊訂單列表按鈕可自動(dòng)生成模塊及附件的訂單信息谚赎,訂單列表包含設(shè)備名稱、訂貨號(hào)诱篷、信號(hào)種類壶唤、數(shù)量、包裝單位棕所、包裝數(shù)量闸盔、控制精度,可將購物車內(nèi)的訂單直接導(dǎo)出到網(wǎng)上商城進(jìn)行硬件購買琳省,也可導(dǎo)出為.csv或.pdf文檔傳輸?shù)讲少彶块T進(jìn)行硬件采購(如圖4所示)迎吵。
3 控制系統(tǒng)軟件設(shè)計(jì)
注塑機(jī)集散控制系統(tǒng)由PLC車間控制、遠(yuǎn)程PC監(jiān)控及觸摸屏監(jiān)控組成(如圖5所示)针贬。PLC下位機(jī)程序采用模塊化思想設(shè)計(jì)击费,主要包括初始化、數(shù)據(jù)采樣坚踩、數(shù)據(jù)濾波荡灾、智能控制、數(shù)據(jù)累積瞬铸、操作模式批幌、信息處理等模塊;數(shù)據(jù)采樣嗓节、濾波荧缘、存儲(chǔ)是現(xiàn)場傳感器按照采樣周期獲取參數(shù)信號(hào),經(jīng)SM531模塊將4mA~20mA模擬量信號(hào)轉(zhuǎn)化為0~27648數(shù)字量信號(hào)并傳輸給PLC拦宣,PLC將數(shù)據(jù)存儲(chǔ)到對(duì)應(yīng)地址內(nèi)截粗,按照預(yù)定程序進(jìn)行濾波處理,然后將參數(shù)值映射到HMI界面[9,10]鸵隧。遠(yuǎn)程PC監(jiān)控和觸摸屏監(jiān)控主要包括工藝流程绸罗、參數(shù)設(shè)置、報(bào)警設(shè)置豆瘫、歷史曲線珊蟀、生產(chǎn)報(bào)表、故障診斷及用戶登錄等界面外驱,用戶登錄界面通過用戶名育灸、密碼獲取登錄權(quán)限腻窒,可訪問注塑機(jī)遠(yuǎn)程集散控制系統(tǒng)“跽福控制系統(tǒng)操作主要包括手動(dòng)操作儿子、遠(yuǎn)程操作及全自動(dòng)操作模式。
為實(shí)現(xiàn)工程塑件產(chǎn)品生產(chǎn)流程的實(shí)時(shí)監(jiān)控砸喻,注塑機(jī)遠(yuǎn)程集散控制系統(tǒng)HMI界面設(shè)計(jì)采用TIA Portal V13中的WinCC軟件柔逼,其工具箱中包含有基本對(duì)象、圖形恩够、元素和功能控件卒落,可快速、靈活蜂桶、便捷完成HMI界面開發(fā)儡毕。通過在Portal WinCC平臺(tái)設(shè)置過程變量連接Portal Step7對(duì)應(yīng)的地址,以變量地址為紐帶實(shí)現(xiàn)參數(shù)數(shù)據(jù)在HMI界面的顯示扑媚。如圖6所示腰湾,可清晰看到注塑設(shè)備的工作狀態(tài)及重要參數(shù),工作人員可通過點(diǎn)擊界面上方子系統(tǒng)切換按鈕即可切換到不同子界面疆股,能夠?qū)崿F(xiàn)注塑機(jī)遠(yuǎn)程控制系統(tǒng)的分散管理和集中控制[11]费坊。
如圖7所示,在生產(chǎn)和調(diào)試過程中旬痹,只需通過HMI的參數(shù)設(shè)置畫面修改控制參數(shù)附井,即可實(shí)現(xiàn)對(duì)下位機(jī)程序變量數(shù)據(jù)的修改,進(jìn)而完成相應(yīng)的控制動(dòng)作两残,操作簡單便捷永毅。同時(shí),工作人員可快速人弓、便捷的查詢到當(dāng)前各工藝參數(shù)設(shè)定值沼死。
為便于工作人員查詢工程塑件生產(chǎn)過程中注塑機(jī)存在的故障信息,能夠及時(shí)處理及便于維修人員處理設(shè)備故障崔赌,設(shè)計(jì)集散控制系統(tǒng)報(bào)警設(shè)置界面(如圖8所示)意蛀。報(bào)警設(shè)置界面主要包括故障發(fā)生時(shí)間、發(fā)生事件健芭、故障時(shí)系統(tǒng)狀態(tài)及故障處理方法的備注县钥,能夠縮短故障檢修時(shí)間,避免因設(shè)備故障造成緊急停車或設(shè)備損壞慈迈。
注塑機(jī)集散遠(yuǎn)程控制系統(tǒng)還包括生產(chǎn)報(bào)表若贮、歷史曲線等界面,通過歷史曲線可對(duì)注塑機(jī)重點(diǎn)參數(shù)歷史數(shù)據(jù)進(jìn)行查詢,查看工程塑件的工藝參數(shù)控制效果兜看;生產(chǎn)報(bào)表界面可以查看工程塑件生產(chǎn)種類、生產(chǎn)數(shù)量狭瞎、料筒溫度细移、注塑速度、注塑壓力等生產(chǎn)參數(shù)熊锭,管理人員可通過生產(chǎn)報(bào)表查詢企業(yè)生產(chǎn)任務(wù)完成度及生產(chǎn)效率弧轧,客戶可通過生產(chǎn)報(bào)表了解企業(yè)生產(chǎn)狀況及訂單量。
4 結(jié)語
1)為解決注塑機(jī)自動(dòng)化程度低碗殷、系統(tǒng)落后精绎、聯(lián)網(wǎng)能力弱的問題,設(shè)計(jì)了注塑機(jī)集散遠(yuǎn)程監(jiān)控系統(tǒng)锌妻,實(shí)現(xiàn)注塑機(jī)多機(jī)模式的數(shù)據(jù)共享代乃、參數(shù)精確監(jiān)控、數(shù)據(jù)實(shí)時(shí)記錄及遠(yuǎn)程故障診斷功能仿粹。
2)以西門子S7-1500PLC為硬件核心控制器搁吓,以ET200MP為分布式從站,采用Profinet和Profibus-DP進(jìn)行網(wǎng)絡(luò)通訊吭历,設(shè)計(jì)多臺(tái)注塑機(jī)生產(chǎn)過程集中管理堕仔、分散控制方法。
3)以TIA Portal V13軟件開發(fā)平臺(tái)晌区,設(shè)計(jì)注塑機(jī)HMI監(jiān)控界面摩骨,實(shí)現(xiàn)工藝流程、參數(shù)設(shè)定朗若、歷史曲線恼五、生產(chǎn)報(bào)表等功能,以保證注塑機(jī)安全捡偏、高效唤冈、優(yōu)質(zhì)的運(yùn)行。
4)注塑機(jī)集散遠(yuǎn)程監(jiān)控系統(tǒng)能夠提高工程塑件的生產(chǎn)效率和生產(chǎn)質(zhì)量银伟。
參考文獻(xiàn):
[1]莫家業(yè).低壓注塑機(jī)遠(yuǎn)程監(jiān)控系統(tǒng)設(shè)計(jì)[J].合成樹脂與塑料你虹, 2019,36(4):73-76.
[2]劉浩.注塑機(jī)領(lǐng)域的研究進(jìn)展[J].合成樹脂與塑料彤避,2018傅物,35(4):99-102.
[3]李宏杰.工程塑料注塑成型中PLC的應(yīng)用及分析[J].塑料工業(yè),2019琉预,47(3):23-25.
[4]豐會(huì)萍董饰,胡亞南,閆琛鈺,等.基于TIAPortal的多功能茶葉包裝機(jī)控制系統(tǒng)設(shè)計(jì)[J].食品機(jī)械卒暂,2017啄栓,33(07):85-88.
[5]宋黎光.基于S7-1500PLC的多部帶式輸送機(jī)變頻調(diào)速系統(tǒng)的研究[J].煤礦機(jī)械,2018也祠,39(09):171-172.
[6]宋曉陽.S7-1500控制系統(tǒng)在TIA博途軟件中組態(tài)功能實(shí)現(xiàn)[J].數(shù)字通信世界昙楚,2019(09):36-37.
[7]戴本堯.基于PLC的注塑機(jī)自動(dòng)控制系統(tǒng)設(shè)計(jì)[J].合成樹脂與塑料,2019诈嘿,36(1):72-75.
[8]王英凱.基于ARM與DSP的全電動(dòng)注塑機(jī)控制系統(tǒng)的研發(fā)與實(shí)現(xiàn)[D].廣州:華南理工大學(xué)堪旧,2019.
[9]胡亞南,李明輝奖亚,霍蛟飛淳梦,等.基于S7-1200PLC的注射機(jī)料筒溫度控制系統(tǒng)[J].塑料科技,2019昔字,47(12):93-98.
[10]郭建松.HM600注塑設(shè)備的遠(yuǎn)程控制方法研究及系統(tǒng)研制[D].南京:南京理工大學(xué)爆袍,2017.
[11] 李艷,張曉婕.基于TIAPortal環(huán)境下的小型汽輪機(jī)控制系統(tǒng)的設(shè)計(jì)[J].紙和造紙作郭,2015螃宙,(08):9-11.

























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





