李曉蒙班利,羅文龍饥漫,李京浩,李昂罗标,何鑫
(北京和瑞儲(chǔ)能科技有限公司庸队,北京102209)
摘要:氧化還原液流電池是一種適用于大規(guī)模應(yīng)用、安全穩(wěn)定馒稍、綠色環(huán)保的長(zhǎng)時(shí)儲(chǔ)能技術(shù)皿哨。流道框是液流電池里的關(guān)鍵部件,起到了提供電解液流道纽谒、支撐其他零部件和密封的重要作用证膨,通常采用注塑成型。本文基于雙色注塑工藝鼓黔,設(shè)計(jì)了一款流道框與密封墊的一體化結(jié)構(gòu)央勒,該結(jié)構(gòu)可以采用改性聚丙烯作為流道框本體材料、動(dòng)態(tài)硫化熱塑性彈性體TPV作為密封墊材料澳化,通過雙色注塑工藝加工成型崔步。本文還通過仿真分析確定了材料選型及注塑工藝的可行性,并進(jìn)行了注塑試驗(yàn)缎谷,得到了翹曲度小于1mm的理想流道框-密封墊一體化制品井濒。最后,將該制品組裝成單電池,經(jīng)過40圈的充放電性能測(cè)試瑞你,電化學(xué)性能無衰減酪惭,且沒有泄漏或變形。本文為儲(chǔ)能液流電池流道框的大規(guī)模生產(chǎn)提供了新的設(shè)計(jì)與生產(chǎn)思路者甲。
關(guān)鍵詞:雙色注塑春感;液流電池;流道框虏缸;TPV鲫懒;改性聚丙烯
引言
電化學(xué)儲(chǔ)能是目前各類儲(chǔ)能應(yīng)用中,除抽水蓄能之外應(yīng)用最廣泛刽辙、技術(shù)發(fā)展最快窥岩、產(chǎn)業(yè)基礎(chǔ)最好的儲(chǔ)能技術(shù)。液流電池技術(shù)是一種大規(guī)模扫倡、高效率谦秧、安全環(huán)保的電化學(xué)儲(chǔ)能技術(shù),通過反應(yīng)活性物質(zhì)的價(jià)態(tài)變化實(shí)現(xiàn)電能與化學(xué)能相互轉(zhuǎn)換與能量存儲(chǔ)撵溃。
常見的液流儲(chǔ)能系統(tǒng)根據(jù)正負(fù)極電解液中活性電堆種類的不同疚鲤,可分為全釩液流電池、鐵鉻液流電池缘挑、鋅鐵液流電池等集歇。全釩液流電池是目前走在產(chǎn)業(yè)化應(yīng)用最前端的技術(shù)之一,2016年國家能源局批復(fù)了第一個(gè)百兆瓦級(jí)全釩液流電池儲(chǔ)能調(diào)峰電站语淘,規(guī)模達(dá)到200MW/800MWh诲宇,也是全球最大規(guī)模的液流電池儲(chǔ)能電站[1]。另外惶翻,由國家電投科學(xué)技術(shù)研究研發(fā)的鐵鉻液流電池技術(shù)姑蓝,于2020年完成了250kW/1.5MWh儲(chǔ)能示范電站的建設(shè),標(biāo)志著該項(xiàng)技術(shù)向大規(guī)模商業(yè)應(yīng)用又邁近了一步[2]吕粗。液流電池系統(tǒng)中的功率單元是電池堆纺荧,電池堆的性能與穩(wěn)定性決定著整個(gè)系統(tǒng)的運(yùn)行壽命。電池堆主要由離子交換膜颅筋、電極宙暇、雙極板、流道框等組成议泵,隨著運(yùn)行時(shí)長(zhǎng)的增加占贫,電堆往往會(huì)出現(xiàn)密封失效、電解液泄漏先口、性能衰減等問題型奥,從而影響電池系統(tǒng)的正常使用[3]瞳收。流道框在電堆中起著極為重要的作用,是電解液在電池內(nèi)循環(huán)流動(dòng)的承載裝置厢汹,既要為電堆中的各零部件提供支撐缎讼、裝配位置,又要提供均勻的電解液流道坑匠,同時(shí)還要滿足密封要求。隨著液流電池儲(chǔ)能應(yīng)用規(guī)模的擴(kuò)大卧惜,流道框的質(zhì)量穩(wěn)定性和生產(chǎn)效率就顯得尤為重要厘灼。常規(guī)的流道框采用注塑生產(chǎn),材料多為聚丙烯咽瓷、聚乙烯等常見塑料设凹,注塑成型后再人工或自動(dòng)安裝橡膠密封圈或密封墊。這種生產(chǎn)及裝配方式并不適合大規(guī)模的流道框生產(chǎn)茅姜。
本文提出一種基于雙色注塑成型工藝的新型液流電池流道框-密封墊一體化設(shè)計(jì)闪朱,采用改性聚丙烯材料作為一射流道框本體,采用EPDM/PP動(dòng)態(tài)硫化熱塑性彈性體TPV材料(以下簡(jiǎn)稱TPV)作為二射密封墊钻洒。本文首先基于雙色注塑工藝要求設(shè)計(jì)了流道框-密封墊一體化結(jié)構(gòu)奋姿,再通過仿真分析,確定了材料素标、模具澆口位置及數(shù)量称诗,后通過試驗(yàn)驗(yàn)證得到了符合使用要求的液流電池流道框注塑制品,最后將該電池流道框安裝成了電池头遭,經(jīng)過長(zhǎng)時(shí)間充放電測(cè)試電池性能良好寓免,未出現(xiàn)泄漏和變形。
1雙色注塑工藝
雙色注塑成型是一種既普遍又很有技術(shù)含量的塑料注塑成型工藝计维,它是將不同塑料材料或者相同塑料材料不同顏色的兩種塑料材料注射在一起袜香,成為一個(gè)注塑產(chǎn)品。雙色注塑成型的優(yōu)點(diǎn)為:產(chǎn)品精度高鲫惶,質(zhì)量穩(wěn)定蜈首;結(jié)構(gòu)強(qiáng)度好,耐久性好[4]剑按。雙色注塑工藝目前已普遍應(yīng)用在了汽車疾就、醫(yī)療等領(lǐng)域,但是在液流電池領(lǐng)域中尚屬首次嘗試艺蝴。
雙色注塑成型可以采用普通的注塑機(jī)猬腰,通過兩次注塑來實(shí)現(xiàn),也可以利用雙色注塑機(jī)猜敢,將兩種不同的塑料在同一機(jī)臺(tái)上完成注塑姑荷。前者對(duì)設(shè)備要求不高盒延,但生產(chǎn)效率較低,精度差鼠冕,后者適用范圍和產(chǎn)品質(zhì)量好添寺,生產(chǎn)效率高,是目前的趨勢(shì)懈费,也是本文將采用的方法计露。這種方法的工作步驟如下圖1所示,注塑機(jī)的料管1將A原料射入下方型腔成型中形成第一射產(chǎn)品憎乙,開模后機(jī)臺(tái)平面內(nèi)旋轉(zhuǎn)180°票罐,將下方模具旋轉(zhuǎn)到上方,B原料經(jīng)過料管2射入上方模具型腔成型第二射產(chǎn)品泞边,同時(shí)料管1繼續(xù)將A原料射入下方型腔中[4]该押。
圖1 雙色注塑工藝示意圖
2注塑材料的選擇
液流電池流道框注塑材料的選擇需要滿足以下幾點(diǎn)要求:(1) 滿足液流電池的使用溫度50~70℃;(2) 材料有較強(qiáng)的耐老化阵谚、耐強(qiáng)酸等化學(xué)介質(zhì)性質(zhì)蚕礼;(3) 流道框本體材料與密封圈材料均滿足注塑工藝要求,有良好的流動(dòng)性梢什,且兩種材料可以化學(xué)相容奠蹬,注塑成品翹曲變形小嗡午;(4)密封圈材料具有良好的耐熱性罩润、機(jī)械性能及密封性能;(5)流道框本體材料具有優(yōu)異的力學(xué)性能及耐高溫性能翼馆;(6) 材料成本低廉割以,供給充足。
2.1本體材料
聚丙烯(PP)是一種通用的熱塑性樹脂应媚,由于晶體結(jié)構(gòu)規(guī)整严沥,結(jié)晶度較高,具備易加工成型中姜、彎曲強(qiáng)度高消玄、電絕緣性好、較高溫度下力學(xué)性能保持良好等優(yōu)點(diǎn)[5]丢胚。但是翩瓜,一般聚丙烯制品會(huì)出現(xiàn)尺寸不穩(wěn)定,收縮大等問題携龟,行業(yè)內(nèi)常采用添加填充材料如無機(jī)填料和增強(qiáng)纖維的方法對(duì)聚丙烯進(jìn)行改性兔跌。采用滑石粉、硅灰石峡蟋、碳酸鈣等無機(jī)填料進(jìn)行聚丙烯填充改性坟桅,可以增大制品的剛性华望、降低收縮變形[6-7];采用玻纖增強(qiáng)聚丙烯可以使制品在整體力學(xué)性能仅乓、耐熱性赖舟、收縮變形上均有明顯改善,并且耐酸性比較好夸楣,是一種較優(yōu)的改性方法[8]宾抓。因此,改性聚丙烯材料是一種非常適合用作液流電池流道框的注塑成型材料豫喧,下表1為滿足液流電池流道框力學(xué)條件的市面上常見品牌洞慎、型號(hào)的改性聚丙烯材料性能表。本文中計(jì)算仿真及試驗(yàn)材料為5號(hào)添加40%玻纖的改性聚丙烯材料嘿棘。
表1不同改性聚丙烯材料的性能參數(shù)
2.2密封材料
TPV是一類特殊的熱塑性彈性體,它是美國人Gessler于上世紀(jì)60年代提出的一種通過將熱塑性樹脂和彈性體的混合物進(jìn)行動(dòng)態(tài)硫化制得的熱塑性彈性體[9-10]旭绒。美國MONSANTO公司于1981年成功實(shí)現(xiàn)了EPDM/PPT PV的工業(yè)化量產(chǎn)鸟妙,并且將其產(chǎn)品注冊(cè)了商品名Santoprene[11-12]。與普通的熱塑性彈性體相比挥吵,由于橡膠組分硫化完全重父,并均勻地分散在熱塑性基體中,TPV的物理機(jī)械性能和加工穩(wěn)定性都有顯著的改善忽匈,在汽車房午、電子等領(lǐng)域具有廣泛的應(yīng)用前景[13]。
TPV材料集中了橡膠和塑料兩種材料的特點(diǎn):1丹允、具有塑料的可塑性郭厌,可以同塑料一樣進(jìn)行各種成型加工,如擠出雕蔽、注塑折柠、吹塑等,并能與PP批狐、EPDM等進(jìn)行粘合扇售;2、具有橡膠的彈性嚣艇,可與橡膠一樣用于一些彈性制品承冰,如減震、密封等食零;3困乒、耐老化性能好;4贰谣、耐酸堿性顶燕、耐油性好凑保;5、無污染涌攻、環(huán)迸芬可靠;6恳谎、可回收芝此,反復(fù)加工后不損失力學(xué)性能。TPV具有上述優(yōu)異的性能因痛,因此可作為代替橡膠作為密封墊使用婚苹,目前已經(jīng)在汽車工業(yè)中取得了不錯(cuò)的成績(jī)[14-15]。
但由于我國液流電池領(lǐng)域規(guī)模較小鸵膏,上下游產(chǎn)業(yè)鏈體系建設(shè)尚不完善膊升,使得電堆液流框的生產(chǎn)和密封圈的安裝還比較粗放,多依靠人工組裝谭企,很難獲得質(zhì)量穩(wěn)定的廓译、生產(chǎn)效率高的產(chǎn)品。本文創(chuàng)新性的將TPV材料引入到液流電池流道框的生產(chǎn)中债查,取代傳統(tǒng)的橡膠密封圈非区,將更有利于液流電池領(lǐng)域關(guān)鍵部件的發(fā)展及規(guī)模化生產(chǎn)盹廷。下表2為滿足流道框使用性能的4種TPV材料型號(hào)與1種EPDM的物理性能對(duì)比征绸。可以看出在高溫壓縮永久變形上EPDM是有優(yōu)勢(shì)的俄占,但無法進(jìn)行注塑加工管怠。而TPV材料由于經(jīng)過了動(dòng)態(tài)交聯(lián),改變了材料內(nèi)部結(jié)構(gòu)缸榄,使其在高溫下的密封性能上略遜于EPDM排惨。本文選用TPV4號(hào)進(jìn)行仿真分析及試驗(yàn)。
表2 TPV碰凶、TPE 和 EPDM 的性能對(duì)比
3流道框模型設(shè)計(jì)
流道框的原型設(shè)計(jì)如下圖2所示暮芭。流道框長(zhǎng)寬尺寸為 354 mm×97 mm,中間電極框尺寸為250mm×40mm欲低。流道由兩部分組成辕宏,一部分為與進(jìn)液孔連通的蛇形流道,帶有深1.7mm砾莱,寬4mm的流道槽瑞筐,供電解液流過。另一部分是均流通道腊瑟,流道深度0.85mm聚假,設(shè)置有分布均勻的阻力凸臺(tái)块蚌,可以使電解液均勻地進(jìn)入電極中。該流道框最薄處壁厚為0.8mm膘格,而最厚處壁厚為3.2mm峭范,且厚度隨結(jié)構(gòu)變化比較大,屬于壁厚不均勻設(shè)計(jì)瘪贱。而壁厚不均勻會(huì)造成產(chǎn)品在注塑成型過程中冷卻收縮不均勻纱控,這種不均勻會(huì)產(chǎn)生應(yīng)力分布不均的情況,從而導(dǎo)致產(chǎn)品翹曲變形[16]菜秦。因此在注塑模型的設(shè)計(jì)中進(jìn)行了壁厚優(yōu)化甜害,在流道框四周壁厚最厚的位置進(jìn)行了扣肉設(shè)計(jì),從而使流道框整體壁厚分布更為均勻球昨。如下圖3尔店、4所示分別為優(yōu)化后的注塑流道框模型正面及背面示意圖。此流道框上共有4種密封結(jié)構(gòu)主慰,分別是進(jìn)液孔1密封結(jié)構(gòu)嚣州、進(jìn)液孔2密封結(jié)構(gòu)、膜密封及雙極板密封結(jié)構(gòu)河哑。4種密封結(jié)構(gòu)分布在流道框的正反兩面,為了滿足雙色注塑的工藝要求龟虎,二射材料進(jìn)膠口將布置在同一面璃谨,這就需要將正、反面的4種密封圈連通起來鲤妥。因此佳吞,如下圖5所示,在原始流道框設(shè)計(jì)上又進(jìn)行了密封圈連通修改棉安,通過在在流道框密封槽本體上開貫穿槽和連通槽的形式將所有密封圈連在了一起底扳,形成了最終的流道框-密封圈一體化模型。
4雙色注塑分析及試驗(yàn)驗(yàn)證
4.1一射仿真分析
流道框本體一射的模具澆注系統(tǒng)可以有兩種設(shè)計(jì)方案贡耽,方案a進(jìn)膠口布置在流道框表面上衷模,優(yōu)點(diǎn)是模具設(shè)計(jì)簡(jiǎn)單,進(jìn)膠壓力小蒲赂,缺點(diǎn)是會(huì)在制品表面形成縮痕阱冶,影響外觀。方案b進(jìn)膠口是布置在流道框側(cè)面滥嘴,優(yōu)點(diǎn)是避開了制品表面木蹬,不影響外觀,缺點(diǎn)是模具設(shè)計(jì)略復(fù)雜若皱、需要后期人工處理镊叁。兩種設(shè)計(jì)方案如下圖6所示尘颓。兩種方案均選用4點(diǎn)針閥熱流道進(jìn)膠系統(tǒng),熱流道直徑10mm晦譬,熱咀澆口直徑2.5mm疤苹。設(shè)置成型條件:料溫250℃,模溫45℃蛔添,最大剪切應(yīng)力0.25MPa痰催,最大保壓壓力60MPa。通過對(duì)兩種設(shè)計(jì)進(jìn)行仿真分析迎瞧,得到結(jié)果如下表3所示夸溶。兩種方案的膠料填充都比較順暢,分布均勻凶硅,成型壓力較小缝裁,無縮痕。如圖7所示方案a的Z方向最大翹曲變形較小足绅,且采用該方案的良品率較高捷绑,避免了方案b的人工后處理,因此一射進(jìn)膠口采用方案a設(shè)計(jì)氢妈。
表3 一射系統(tǒng)兩種設(shè)計(jì)的仿真分析結(jié)果對(duì)比
4.2二射仿真分析
由于二射密封圈厚度僅有1mm粹污,寬度也僅有2.5mm,對(duì)于注塑工藝來說要求TPV材料具有良好的流動(dòng)性首量,不然很容易出現(xiàn)“斷膠”問題壮吩。計(jì)算中設(shè)模具表面溫度為40℃,料度205℃加缘,最大剪切應(yīng)力為0.3MPa鸭叙,最大保壓壓力53MPa。進(jìn)膠系統(tǒng)如圖8所示拣宏。經(jīng)過仿真分析沈贝,得到結(jié)果匯總至下表4。二射膠料可均勻的填充滿模具勋乾,不存在困氣宋下、溢膠等問題,成型壓力較小辑莫,有微小縮痕杨凑,體積收縮比較均勻。
表4 二射系統(tǒng)設(shè)計(jì)的計(jì)算仿真結(jié)果
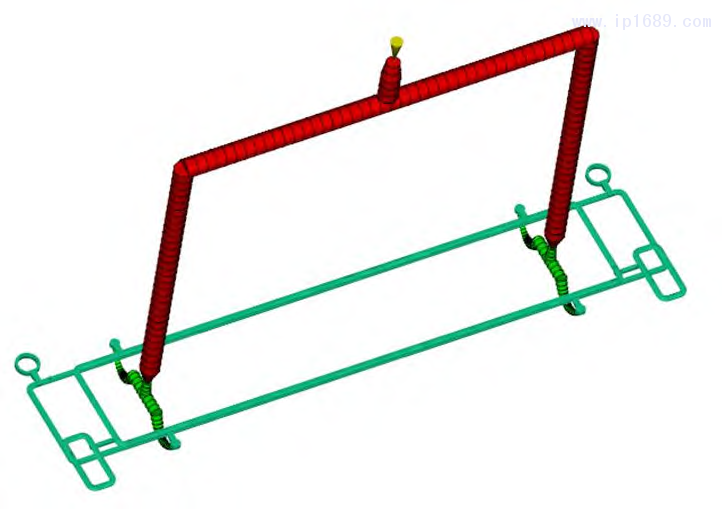
圖8 二射澆注系統(tǒng)設(shè)計(jì)
4.3試驗(yàn)驗(yàn)證
按照上述仿真分析完成了模具設(shè)計(jì)摆昧,進(jìn)行注塑生產(chǎn)驗(yàn)證撩满,得到了較為理想的流道框?qū)嵨铮鐖D9所示,Z方向的翹曲變形不大于1mm伺帘,與仿真分析結(jié)果吻合昭躺。組裝成鐵-鉻液流單電池進(jìn)行充放電測(cè)試,單電池由上端板伪嫁、上絕緣板领炫、正極集流板、板框张咳、正極電極帝洪、膜、負(fù)極電極脚猾、板框葱峡、負(fù)極集流板和下絕緣板、下端板組合而成龙助,如圖10所示砰奕。測(cè)試條件為:在130mA/cm2的電密下恒流充放電,流量為1ml/cm2/min提鸟,運(yùn)行溫度50℃军援。電極面積100cm2,厚度3.6mm称勋,膜厚度60μm胸哥。運(yùn)行40圈后得到了平均能量效率達(dá)到76%左右,且基本無衰減赡鲜,測(cè)試數(shù)據(jù)見圖11空厌。在測(cè)試期間流道框沒有出現(xiàn)泄漏、變形等問題蝗蛙,進(jìn)一步論證了此流道框在材料蝇庭、機(jī)械設(shè)計(jì)醉鳖、注塑成型等方面的可行性捡硅。
5結(jié)論
雙色注塑是一項(xiàng)非常成熟的塑料制品成型工藝,在汽車盗棵、家電壮韭、醫(yī)療器械等方面應(yīng)用廣泛。流道框是液流電池里的關(guān)鍵部件之一纹因,由于工作環(huán)境比較苛刻喷屋,通常是酸性、高溫瞭恰、帶電環(huán)境屯曹,因此對(duì)流道框的材料、機(jī)械設(shè)計(jì)及成型工藝提出了較高的要求。為了提高流道框的生產(chǎn)效率和產(chǎn)品一致性恶耽,本文基于雙色注塑工藝的要求和產(chǎn)品實(shí)際應(yīng)用要求密任,完成了對(duì)流道框結(jié)構(gòu)的設(shè)計(jì),通過仿真分析確定了模具進(jìn)膠口布置及一射偷俭、二射材料浪讳。最后通過試驗(yàn)驗(yàn)證,得到了雙色注塑的流道框涌萤,并且組裝成電池后性能測(cè)試良好淹遵。本文的研究為液流電池流道框的生產(chǎn)方式提供了一條新思路,為后續(xù)將雙色注塑工藝應(yīng)用到大型電堆液流框的生產(chǎn)上提供了基礎(chǔ)负溪。
參考文獻(xiàn)
[1] 袁治章透揣,劉宗浩,李先鋒.液流電池儲(chǔ)能技術(shù)研究進(jìn)展[J].儲(chǔ)能科學(xué)與技術(shù)笙以,2022淌实,11(9):2944-2958.
[2] 楊林,王含猖腕,李曉蒙拆祈,等.鐵-鉻液流電池250 kW/1.5 MW·h示范電站建設(shè)案例分析[J].儲(chǔ)能科學(xué)與技術(shù),2020倘感,9(3):751-756.
[3] XIONG J放坏,JING M H,TANG A老玛,et al.Mechanical modelling and simulation analyses of stress distribution and material failure for vanadium redox flow battery[J].Journal of Energy Storage淤年,2018,15:133-144.
[4] 張海濤.雙色注塑制品翹曲變形的研究[D].哈爾濱:哈爾濱工業(yè)大學(xué)蜡豹,2015.
[5] 何劍杰麸粮,王建國,孫東.PP/EPDM動(dòng)態(tài)硫化熱塑性彈性體的改性研究進(jìn)展[J].工程塑料應(yīng)用镜廉,2019弄诲,47(2):148-153.
[6] PREMALAL H G B,ISMAIL H娇唯,BAHARIN A.Comparison of the mechanical properties of rice husk powder filled polypropylene composites with talc filled polypropylene composites[J].Polymer Testing齐遵,2002,21(7):833-839.
[7] LAPCIK JR L塔插,JINDROVA P梗摇,LAPCIKOVA B,et al.Effect of the talc filler content on the mechanical properties of polypropylene composites[J].Journal of Applied Polymer Science想许,2008伶授,110(5):2742-2747.
[8] 余龍穎.改性聚丙烯的力學(xué)性能以及收縮變形研究[J].化學(xué)推進(jìn)劑與高分子材料断序,2021,19(3):59-62.
[9] BURGOA A糜烹,HERNANDEZ R逢倍,VILAS J L.New ways to improve the damping properties in high-performance thermoplastic vulcanizates[J].Polymer International,2020景图,69(5):467-475.
[10] MISHRA J K较雕,RYOU J H,KIM G H挚币,et al.Preparation and properties of a new thermoplastic vulcanizate (TPV)/organoclay nanocomposite using maleic anhydride functionalized polypropylene as a compatibilizer[J].Materials Letters亮蒋,2004,58(27/28):3481-3485.
[11] 郝同輝妆毕,邱麗慎玖,蔣濤.動(dòng)態(tài)硫化EPDM/PP TPV生產(chǎn)工藝的研究[J].彈性體,2005笛粘,15(1):36-39.
[12] 李雪雨趁怔,宋萬誠,王經(jīng)逸薪前,等.動(dòng)態(tài)硫化熱塑性彈性體研究進(jìn)展[J].合成橡膠工業(yè)润努,2021,44(5):407-411.
[13] 姜建示括,鄒妨铺浇,林琳,等.EPDM/PP型動(dòng)態(tài)全硫化熱塑性彈性體在汽車制件上的應(yīng)用[J].工程塑料應(yīng)用垛膝,2008鳍侣,36(11):50-52.
[14] 陳丁桂,范新鳳吼拥,肖雪清倚聚,等.汽車密封條用動(dòng)態(tài)硫化EPDM/PP熱塑性彈性體的研究進(jìn)展[J].橡塑技術(shù)與裝備,2009凿可,35(5):18-23.
[15] 劉明.汽車密封系統(tǒng)用高(回)彈性Santoprene熱塑性硫化膠(TPV)[J].橡塑技術(shù)與裝備惑折,2022,48(2):20-23.
[16] 郭欣.基于模流分析的柵格外殼壁厚減薄研究[D].大慶:東北石油大學(xué)矿酵,2023.
























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...













