雙向拉伸聚丙烯(Biaxially Oriented Polypropylene)薄膜戳玫,簡(jiǎn)稱BOPP薄膜熙掺,是以聚丙烯為主要原料,經(jīng)雙向拉伸的薄膜咕宿。BOPP薄膜是目前雙向拉伸薄膜行業(yè)內(nèi)產(chǎn)量和銷(xiāo)量最多的薄膜[1]币绩,享有“包裝皇后”的美稱。國(guó)內(nèi)生產(chǎn)BOPP薄膜的企業(yè)非常多荠列,如金田类浪、德冠、福融肌似、國(guó)風(fēng)费就、雙良、康得新等等川队。BOPP薄膜分為管膜法和平膜法力细,本文特指平膜法生產(chǎn)的薄膜。BOPP薄膜具有強(qiáng)度高固额、平整度好眠蚂,產(chǎn)量大、品種多等優(yōu)點(diǎn)斗躏,同時(shí)BOPP薄膜也是塑料加工行業(yè)對(duì)設(shè)備要求最為復(fù)雜的薄膜逝慧。BOPP薄膜生產(chǎn)一般都有配料、擠出啄糙、鑄片笛臣、雙向拉伸、牽引隧饼、收卷沈堡、時(shí)效、分切等工藝流程燕雁。雙向拉伸包括異步拉伸和同步拉伸诞丽,異步拉伸一般是先縱向后橫向,特點(diǎn)是生產(chǎn)速度快拐格、產(chǎn)量高:同步拉伸生產(chǎn)薄膜縱橫向性能接近僧免,但是產(chǎn)能小、生產(chǎn)難度大捏浊。目前市場(chǎng)上薄膜絕大多數(shù)采用異步拉伸懂衩,使用的設(shè)備多產(chǎn)自德國(guó)布魯克納,也有少量的法國(guó)依梭普和日本三菱等企業(yè),薄膜的寬幅基本在8.2米以上勃痴,生產(chǎn)的速度最快可達(dá)500m/min[2]以上,常見(jiàn)的薄膜多為三層結(jié)構(gòu)热康,也有少量四層或五層沛申,目前還沒(méi)有七層以上的報(bào)道。薄膜層數(shù)越多可以生產(chǎn)出的薄膜種類(lèi)越多姐军,但是對(duì)設(shè)備的維護(hù)和保養(yǎng)也提出了更高的要求铁材。BOPP薄膜種類(lèi)繁多,常見(jiàn)如蓋光膜奕锌、消光膜著觉、熱封膜、防霧膜惊暴、珠光膜饼丘、煙膜等等,現(xiàn)在還在不斷涌現(xiàn)新的發(fā)展方向辽话,如彩色膜肄鸽、高阻隔膜[3],免底涂膜油啤、鍍鋁膜等等典徘,極大的豐富了客戶的需求。
1BOPP薄膜生產(chǎn)工藝和產(chǎn)品特點(diǎn)
1.1 BOPP薄膜的生產(chǎn)流程[2][6]
BOPP薄膜的加工流程見(jiàn)圖1益咬。
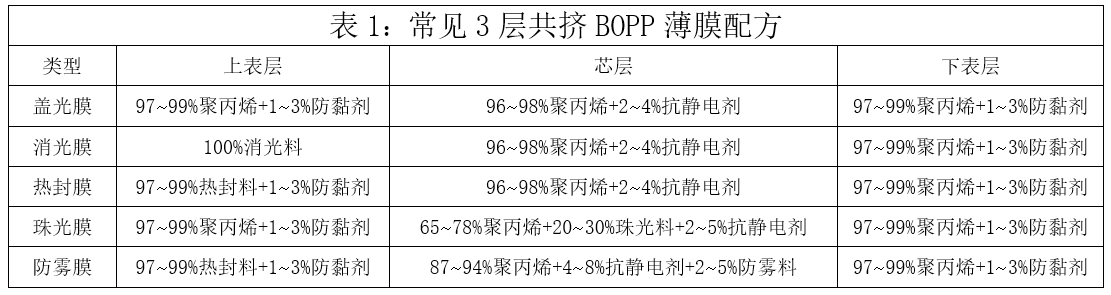
配料:表1為常見(jiàn)3層共擠BOPP薄膜配方逮诲。
擠出:將混合好的原料在擠出機(jī)內(nèi)進(jìn)行塑化并擠出。薄膜的芯層都是以聚丙烯為主幽告,擠出機(jī)的加工溫度一般在250℃梅鹦,表層的原料不同,擠出機(jī)溫度略有不同评腺。加工的溫度高帘瞭,原料流動(dòng)性好,薄膜的均勻性好蒿讥,但是超過(guò)原料的耐溫點(diǎn)則會(huì)造成原料降解蝶念、碳化及模頭掛料等問(wèn)題。蓋光膜的擠出機(jī)和模頭溫度一般都在250℃芋绸,消光膜和熱封膜由于輔料的耐溫性稍差媒殉,對(duì)應(yīng)的擠出機(jī)溫度在245℃左右,模頭溫度在240℃左右摔敛。
計(jì)量:統(tǒng)計(jì)單位時(shí)間內(nèi)通過(guò)的原料重量廷蓉。通過(guò)計(jì)量泵的轉(zhuǎn)速來(lái)調(diào)節(jié)擠出機(jī)轉(zhuǎn)速和模頭出口的壓力,保持模頭原料流出穩(wěn)定马昙,同時(shí)也能進(jìn)一步塑化原料桃犬。主擠出機(jī)必須配置刹悴,輔擠出機(jī)根據(jù)定制選擇配置。計(jì)量后會(huì)流入過(guò)濾器攒暇,對(duì)原料進(jìn)行過(guò)濾除雜土匀。
鑄片:將熔融的聚丙烯原料迅速冷卻為規(guī)整厚片。一般先通過(guò)氣刀和氣嘴將原料緊緊貼附在激冷輥上形用,然后使用水槽和激冷輥的低溫將原料迅速降溫就轧,激冷輥和水槽的溫度一般在30~45℃。
縱向拉伸:對(duì)鑄片進(jìn)行縱向拉伸處理田度《视縱向拉伸的輥筒現(xiàn)在都采用上下兩層單獨(dú)控溫,減少因厚片的上下層材料不同造成的膜面外觀損傷镇饺,縱向拉伸預(yù)熱區(qū)的溫度在110~140℃乎莉,比拉伸區(qū)要高5~15℃,比定型區(qū)的溫度低5~10℃兰怠,拉伸比一般在4.5~5.5之間梦鉴。
橫向拉伸:對(duì)鑄片進(jìn)行橫向的拉伸處理,采用粘鋏和軌道寬度變化實(shí)現(xiàn)拉伸揭保。風(fēng)機(jī)將交換器的熱空氣送入烘箱循環(huán)加熱肥橙,滿足各位置不同風(fēng)速要求。橫向拉伸[18]分為預(yù)熱秸侣、拉伸存筏、定型、冷卻味榛。橫向拉伸的預(yù)熱溫度在170℃左右椭坚,拉伸溫度在155℃左右,定型溫度在165℃左右搏色,冷卻基本采用車(chē)間內(nèi)的空氣冷卻善茎。橫向的拉伸比一般在9~10,橫向拉伸區(qū)域?qū)挾茸兓浅4笃到危A(yù)熱區(qū)設(shè)備的寬度比入口厚片稍窄垂涯,使得厚片在受熱熱收縮性時(shí)有一定的余量,拉伸區(qū)域的持續(xù)時(shí)間在2~4秒航邢,如果拉伸的速度太慢[9]耕赘,分子鏈會(huì)滑移造成破膜和拉伸不均,如果拉伸的速度太快膳殷,會(huì)造成分子鏈來(lái)不及取向而破膜操骡。定型段和冷卻段寬度逐步收縮,總的收縮一般在6%以內(nèi),保持拉伸后的薄膜具有較好的熱穩(wěn)定性册招,橫向拉伸的寬度變化趨勢(shì)見(jiàn)圖2岔激。
牽引:主要是負(fù)責(zé)薄膜的展平、切邊是掰、電暈鹦倚、冷卻、測(cè)厚冀惭、靜電消除等功能。
收卷:主要負(fù)責(zé)薄膜的收卷掀鹅。將薄膜收卷成均勻的大膜卷散休。通過(guò)控制接觸輥和壓力輥張壓力大小,保持大膜卷的平整度和松緊度乐尊,同時(shí)也負(fù)責(zé)大膜卷的米數(shù)記錄戚丸,密度顯示,換卷等功能扔嵌。
時(shí)效:薄膜的時(shí)效一般在24~48小時(shí)限府,這是因?yàn)榈纫?guī)聚丙烯的球晶最大生長(zhǎng)速度在20μm/min[2],時(shí)效后薄膜的性能會(huì)更穩(wěn)痢缎。
分切包裝:時(shí)效后的薄膜檢驗(yàn)合格胁勺,根據(jù)客戶的要求,分切為合適的尺寸独旷。
圖2TDO寬度變化
1.2 BOPP薄膜的參數(shù)說(shuō)明和常見(jiàn)異常
BOPP薄膜生產(chǎn)各階段要求工藝參數(shù)不同署穗,需要對(duì)設(shè)備預(yù)先設(shè)定參數(shù),以實(shí)現(xiàn)不同的區(qū)域設(shè)備協(xié)同合作嵌洼,最終通過(guò)計(jì)算機(jī)控制系統(tǒng)實(shí)現(xiàn)自動(dòng)化的生產(chǎn)案疲。這既包括在正常生產(chǎn)時(shí)各區(qū)域工藝的參數(shù),也包括在開(kāi)機(jī)麻养、停機(jī)褐啡、破膜、規(guī)格轉(zhuǎn)換鳖昌、急停等不同狀態(tài)下的參數(shù)备畦。調(diào)整的參數(shù)包括擠出機(jī)的轉(zhuǎn)速、縱向拉伸比遗遵、各區(qū)域的風(fēng)速萍恕、輥筒的速度等,需要相互匹配车要。
原料相同的情況下允粤,拉伸倍率大小是影響薄膜拉伸強(qiáng)度最大的因素。如何在保證產(chǎn)品質(zhì)量的前提下,合理分配兩段的拉伸比类垫,是所有生產(chǎn)和研發(fā)人員必須掌握的司光。前后兩段的拉伸比越接近,薄膜的縱橫向性能越接近悉患,那是否可以通過(guò)提高溫度來(lái)增大拉伸比残家,從而實(shí)現(xiàn)薄膜縱橫的均勻性。事實(shí)上售躁,如果在縱向拉伸區(qū)域?qū)衿M(jìn)行過(guò)度預(yù)熱坞淮,厚片接近粘流態(tài),在經(jīng)過(guò)輥筒時(shí)陪捷,非常容易被擦傷和形變回窘,生產(chǎn)耐熱性低的原料則影響更大,所以目前的縱向拉伸比一般都不會(huì)超過(guò)5.5市袖》戎保縱向拉伸比使用輥筒轉(zhuǎn)速控制,調(diào)節(jié)方便苍碟;橫向拉伸比是使用軌道寬度控制酒觅,既不方便調(diào)節(jié),且可調(diào)節(jié)的范圍小微峰,所以現(xiàn)在一般都是固定橫向拉伸比舷丹,合理調(diào)節(jié)縱向拉伸比和相應(yīng)的溫度參數(shù),最大可能提高薄膜性能蜓肆。一般有特殊功能(消光掂榔、熱封),厚度越薄的薄膜症杏,其縱向的拉伸比要降低装获,反之則升高。為了使薄膜具有較好的取向厉颤,可以在稍低的溫度下進(jìn)行拉伸穴豫,但是如果溫度過(guò)低,強(qiáng)行拉伸會(huì)導(dǎo)致分子鏈斷裂逼友,既會(huì)降低薄膜的整體拉伸強(qiáng)度精肃,還會(huì)造成破膜等異常。目前BOPP薄膜總的拉伸倍率在40~50帜乞,小于或大于總的拉伸倍率薄膜會(huì)出現(xiàn)厚度不均或者破膜等現(xiàn)象司抱。
薄膜生產(chǎn)過(guò)程中,經(jīng)常出現(xiàn)的異常包括破膜黎烈、油污习柠、厚度差匀谣、擦傷、白點(diǎn)晶點(diǎn)多资溃、褶皺武翎、熱收縮、摩擦系數(shù)大溶锭、潤(rùn)濕張力小宝恶、掉粉、膜面燙傷趴捅、模頭掛料等現(xiàn)象垫毙,這些異常有時(shí)候是由多個(gè)因素共同造成的,有時(shí)候一個(gè)因素會(huì)導(dǎo)致多個(gè)異常拱绑,如原料雜質(zhì)多和油污都會(huì)造成破膜露久,而原料雜質(zhì)多也會(huì)造成膜面晶點(diǎn)多、掛料欺栗、破膜等問(wèn)題,如何準(zhǔn)確找到問(wèn)題點(diǎn)征峦,快速解決問(wèn)題迟几,是判斷生產(chǎn)人員技能高低的重要指標(biāo)。
1.3 BOPP薄膜的產(chǎn)品標(biāo)準(zhǔn)和趨勢(shì)
薄膜的性能對(duì)下游客戶正常使用至關(guān)重要栏笆,國(guó)家為了規(guī)范本行業(yè)的健康發(fā)展类腮,已制定了2個(gè)國(guó)家標(biāo)準(zhǔn)。普通雙向拉伸聚丙烯薄膜的國(guó)標(biāo)是GB/T10003-2008蛉加,消光膜的國(guó)標(biāo)是GB/T32021-2015蚜枢。國(guó)標(biāo)對(duì)兩種類(lèi)型薄膜的拉伸強(qiáng)度、斷裂標(biāo)稱應(yīng)變针饥、熱收縮率厂抽、霧度、光澤度都規(guī)定了明確指標(biāo)和檢測(cè)的方法丁眼。隨著市場(chǎng)的變化筷凤,客戶對(duì)新產(chǎn)品的性能和要求也在改變,企業(yè)要不斷開(kāi)發(fā)更豐富的產(chǎn)品類(lèi)型苞七。為了規(guī)范新產(chǎn)品的性能指標(biāo)藐守,越來(lái)越多的企業(yè)開(kāi)始自發(fā)的開(kāi)展行業(yè)標(biāo)準(zhǔn)的制定,規(guī)模較大的企業(yè)已經(jīng)制定很多了特種產(chǎn)品的企業(yè)標(biāo)準(zhǔn)蹂风。
2BOPP薄膜主輔原料介紹
2.1 主原料聚丙烯的性能和要求[2][4]
聚丙烯按照空間立體構(gòu)型分為等規(guī)卢厂、間規(guī)、無(wú)規(guī)三類(lèi)惠啄,BOPP要求等規(guī)的聚丙烯在95~97%慎恒,相比普通吹塑和流延薄膜要求更高任内。文獻(xiàn)[2]和實(shí)際生產(chǎn)都表明,等規(guī)度越高巧号,拉伸后的薄膜強(qiáng)度越高族奢,但是破膜率也會(huì)增加;反之丹鸿,等規(guī)度下降越走,成膜率高,薄膜強(qiáng)度降低靠欢。根據(jù)這些特點(diǎn)廊敌,如果生產(chǎn)速度快,厚度薄的薄膜门怪,選用等規(guī)度低的聚丙烯骡澈,而如果要生產(chǎn)厚度厚、強(qiáng)度高的薄膜掷空,選用等規(guī)度高的聚丙烯肋殴。BOPP薄膜原料的影響因素還包括分子量、熔指坦弟、灰分护锤、水分、色粒酿傍、霧度等項(xiàng)目烙懦。聚丙烯的數(shù)均分子量70000[29]左右,熔指2.5~3.5赤炒,灰分≤0.03%氯析,分子量分布4.0~4.5。因此生產(chǎn)各種產(chǎn)品的類(lèi)型莺褒,應(yīng)根據(jù)客戶要求掩缓,使用不同的原料種類(lèi)∽裱遥
2.2 輔料的性能和要求
BOPP薄膜的各種性能大部分是通過(guò)輔料實(shí)現(xiàn)的拾因,輔料在不同薄膜的使用環(huán)境中扮演了重要角色。常見(jiàn)的輔料包括防黏劑旷余、抗靜電劑绢记、爽滑料、熱封料正卧、消光料蠢熄、防霧料、色母料炉旷、珠光料等等签孔,其中防黏劑叉讥、抗靜電劑、爽滑料饥追、防霧料图仓、珠光料、色母料都是以聚丙烯為載體但绕,添加相應(yīng)的功能材料救崔,共混造粒所得的母料。防黏劑捏顺、熱封料六孵、消光料一般用在表層,其它輔料一般是添加在芯層或者次表層幅骄。防粘層和熱封層的厚度一般在0.8~1.5微米劫窒,消光層的厚度一般在1.8~2.8微米。薄膜的厚度增加拆座,表層厚度相應(yīng)的增加[7]主巍,如果各層厚度安排不合理,表層太薄起到不到應(yīng)有效果挪凑,太厚影響生產(chǎn)的穩(wěn)定性和產(chǎn)品質(zhì)量孕索,也增加了原料的浪費(fèi)♂常
2.2.1 防黏劑[9][10]
防黏劑的主要作用是防止薄膜相互粘結(jié)。防黏劑是通過(guò)將有效粒子均勻的混合在聚丙烯原料內(nèi)瓮孙,這些粒子和聚丙烯原料不相容唐断,并且熔點(diǎn)比聚丙烯要高很多,拉伸成膜以后杭抠,這些粒子在薄膜表面形成微球脸甘,在兩層薄膜之間形成“架橋”現(xiàn)象,薄膜和薄膜的表面之間有空氣層存在偏灿,起到防粘的作用丹诀。防黏劑可分為有機(jī)防黏劑和無(wú)機(jī)防黏劑,有機(jī)防黏劑有聚甲基丙烯酸甲酯翁垂、聚硅氧烷等铆遭,無(wú)機(jī)防黏劑有滑石粉、二氧化硅沿猜、磷酸鈣等枚荣。
防粘劑添加過(guò)多,薄膜霧度增加啼肩,拉伸后還會(huì)掉落橄妆,影響下游使用衙伶,添加量少防粘達(dá)不到效果。防黏劑的粒子大小害碾、外觀形狀矢劲、內(nèi)部結(jié)構(gòu)不同,應(yīng)根據(jù)下游客戶需求慌随,添加不同防黏劑芬沉。目前市面上貝斯特公司和康斯坦普公司的產(chǎn)品比較成熟∪逶桑
2.2.2 抗靜電劑[11][12][13][14]
薄膜在快速生產(chǎn)過(guò)程中花嘶,摩擦?xí)a(chǎn)生非常多的靜電,物理的靜電消除器會(huì)消除一部分靜電蹦漠,但是大膜卷內(nèi)還會(huì)不斷累積靜電椭员。抗靜電劑是將薄膜表面的多余電荷導(dǎo)出去的一種添加劑笛园。如果薄膜的表面靜電累積太多隘击,會(huì)影響生產(chǎn)的安全,靜電也會(huì)吸附空氣中的雜質(zhì)研铆,影響薄膜的品質(zhì)埋同。抗靜電劑至少有一個(gè)親水基團(tuán)和一個(gè)親油基團(tuán)棵红,親水基團(tuán)吸附空氣中的水分子凶赁,形成導(dǎo)電的回路,親油基團(tuán)和聚丙烯結(jié)合和纏繞逆甜,保持抗靜電分子不脫落虱肄。抗靜電劑可分為離子型交煞、非離子型咏窿、高分子導(dǎo)電型和復(fù)合型,現(xiàn)在的BOPP薄膜的抗靜電劑多為非離子型素征,如單甘脂集嵌、乙氧基氨等。
抗靜電劑基本在芯層和聚丙烯共混使用御毅,加工過(guò)程中抗靜電分子會(huì)從內(nèi)部緩慢的遷移到表面根欧。遷移時(shí)間受抗靜電劑種類(lèi)翅睛、添加量及電暈等影響贸典。抗靜電劑的抗靜電效果還和車(chē)間的濕度有影響腻惠,夏天空氣的濕度大欺税,抗靜電劑可適當(dāng)減少侈沪;冬天濕度小揭璃,適當(dāng)提高用量⊥ぷ铮抗靜電劑添加過(guò)多瘦馍,薄膜容易發(fā)粘和發(fā)紅,添加量少应役,達(dá)不到抗靜電效果情组。
2.2.3 爽滑料[15]
有些薄膜(煙膜)在下游加工時(shí)速度非常快箩祥,所以要求薄膜的摩擦系數(shù)低院崇,因此需要在薄膜里面添加一定量的爽滑料。爽滑料一般添加在芯層袍祖,薄膜成型后底瓣,爽滑料從薄膜內(nèi)遷移到表面,聚積成均勻的薄涂層蕉陋,使得薄膜表面光滑捐凭,極大地降低了摩擦系數(shù)。
爽滑料一般是二酰胺類(lèi)爽滑劑和無(wú)遷移型爽滑劑凳鬓,爽滑母料用量要適宜茁肠,用量過(guò)多也會(huì)造成薄膜發(fā)粘。對(duì)摩擦系數(shù)要求低的產(chǎn)品缩举,必須添加爽滑母料垦梆。
2.2.4 熱封料[16]
為了使薄膜具有熱封效果,必須在薄膜的表面添加一定量的熱封料仅孩。BOPP的熱封料一般是乙烯托猩、丙烯二元共聚物或乙烯、丙烯杠氢、丁烯三元共聚物站刑。薄膜經(jīng)過(guò)加熱時(shí)另伍,熱封料由于熔點(diǎn)低鼻百、鏈段短、支鏈多摆尝,會(huì)首先熔融和流動(dòng)温艇,再經(jīng)過(guò)一定的壓力后,薄膜的表面熱封料分子鏈會(huì)相互糾纏堕汞,形成熱封狀態(tài)勺爱。只有一面使用熱封料的為單面熱封膜,兩面都使用熱封料的為雙面熱封膜讯检。
熱封膜的啟封溫度和熱封強(qiáng)度與薄膜的表層厚度琐鲁、防黏劑的用量卫旱、共聚物的配比、支鏈化程度围段、分子量顾翼、分子鏈長(zhǎng)度、灰分含量等都有關(guān)系奈泪。熱封膜啟封溫度并不是越低越好适贸,需要根據(jù)客戶的需求來(lái)定制,一般啟封溫度在85~110℃涝桅,但是客戶都希望熱封膜的熱封強(qiáng)度越高越好拜姿,最少要達(dá)到2N/15mm。通過(guò)提高加工時(shí)的溫度冯遂、壓力蕊肥、熱封時(shí)間能在一定程度提高薄膜的熱封強(qiáng)度,但是超過(guò)薄膜的耐用性债蜜,整個(gè)薄膜可能會(huì)變形而無(wú)法使用晴埂。
2.2.5 消光料[17]
為了提高薄膜的霧度,使薄膜外觀更加細(xì)膩寻定,需要在薄膜的表層添加一定量的消光料∪迓澹現(xiàn)在的消光料是由聚丙烯和聚乙烯按照一定比例,同時(shí)添加少量的增塑劑和抗氧劑共混造粒制得狼速。消光料的霧度與聚丙烯和聚乙烯的比例有關(guān)琅锻,兩者的比例在1:1時(shí),霧度一般能達(dá)到70%以上向胡,聚乙烯的用量越少恼蓬,薄膜的霧度越低。消光料使用的聚丙烯熔指一般在6~10g/10min僵芹,聚乙烯選用高密度聚乙烯处硬,熔指在0.2~0.4g/10min。兩者混合的越均勻拇派,生產(chǎn)出的膜面就越細(xì)膩荷辕。消光料之所以有消光效果,是因?yàn)楸∧ぴ陔p向拉伸時(shí)件豌,由于聚乙烯結(jié)晶速度非炒剑快,會(huì)率先形成較大的晶體顆粒茧彤,使得薄膜表面粗糙骡显,對(duì)照射的光線起到了散射作用,形成消光效果。只有一面使用消光料的為單面消光膜惫谤,兩面都使用消光料的為雙面消光膜壁顶。
很早之前的科研人員[17]為了使薄膜的表面具有消光料效果,有的通過(guò)在原料內(nèi)部添加大量的無(wú)機(jī)粒子溜歪,如二氧化硅和碳酸鈣博助,有的對(duì)薄膜表面進(jìn)行化學(xué)腐蝕,也有物理處理痹愚,這些方法雖然都能起到一定消光的效果富岳,但是對(duì)薄膜的性能、生產(chǎn)的工藝以及薄膜的安全性都有非常大的影響拯腮。相比單純消光膜霧度的指標(biāo)窖式,現(xiàn)在客戶越來(lái)越受關(guān)注膜面分散效果,膜面越細(xì)膩动壤、霧度越均勻萝喘,產(chǎn)品的價(jià)格也越高。要想實(shí)現(xiàn)較好的膜面分散效果琼懊,需要對(duì)消光料的原材料篩選和加工的工藝進(jìn)行優(yōu)化阁簸,很多的母料公司都在大力研發(fā)性能優(yōu)異、生產(chǎn)周期長(zhǎng)的消光料哼丈,也取得了一定的效果启妹,市場(chǎng)上德冠和金田等企業(yè)生產(chǎn)的消光料效果較好,購(gòu)買(mǎi)的企業(yè)較多醉旦。
2.2.6 防霧料[19]
普通薄膜在包裝蔬菜饶米、菌菇、冷凍食品時(shí)车胡,水蒸氣會(huì)慢慢凝結(jié)在薄膜表面檬输,形成大水滴,影響觀感匈棘,同時(shí)水滴也會(huì)滋生細(xì)菌丧慈,縮短食品的保質(zhì)期。聚丙烯是非極性材料主卫,屬于憎水材料逃默,水分子在表面容易形成大水滴,防霧母料減小了薄膜表面的接觸角队秩,使水分子均勻的貼附在薄膜表面笑旺,形成一層水膜昼浦,水分子無(wú)法在薄膜表面形成較大的水滴馍资,達(dá)到防霧的效果。防霧料一般加在芯層,有效成分是甘油酯鸟蟹、中長(zhǎng)鏈脂肪酸脂化合物等乌妙。防霧分為冷防霧和熱防霧,防霧的等級(jí)越高防霧效果越好建钥√僭希
2.2.7 其他輔料
珠光料[20]:一般是以碳酸鈣、二氧化硅熊经、二氧化鈦為主要原料和聚丙烯共混制作而成泽艘。珠光料添加在薄膜的芯層,薄膜在經(jīng)過(guò)拉伸后镐依,碳酸鈣匹涮、二氧化硅大小不會(huì)變化,粒子的周?chē)a(chǎn)生很多空穴槐壳,光線穿過(guò)薄膜表層然低,在薄膜內(nèi)部空穴相互反射,使得薄膜具有了珠光的效果务唐。根據(jù)珠光料添加的比例雳攘、顆粒大小、材料的種類(lèi)不同枫笛,生產(chǎn)的珠光膜在薄膜的密度吨灭、白度、物理性能方面都有差異刑巧∥钟冢
色母料[21]:通過(guò)在聚丙烯添加不同色母制作的母料。色母原料分為有機(jī)和無(wú)機(jī)海诲,有機(jī)的為酞箐紅繁莹、酞箐藍(lán)等;無(wú)機(jī)的為鎘黃特幔、鈦白粉咨演、炭黑。為增加色母料的分散蚯斯,還會(huì)添加一定量的聚乙烯低分子蠟薄风、硬脂酸酯等分散劑。色母料常單獨(dú)在次表層使用拍嵌,BOPP薄膜生產(chǎn)的彩色膜顏色穩(wěn)定性好遭赂,不易氧化,同時(shí)減少了下游二次加工的工序横辆,節(jié)約了資源∑菜現(xiàn)在幾乎所有的薄膜都要添加多種輔料,才能保證生產(chǎn)出性能穩(wěn)定、客戶滿意的產(chǎn)品困肩,包括普通的光膜至少也需要抗靜電母料和防粘母料划纽,同時(shí)多種多樣的母料相互組合,也能生產(chǎn)出多種性能的功能性薄膜锌畸,比如將熱封料和消光料結(jié)合勇劣,就可以生產(chǎn)出一面熱封,一面消光料的薄膜潭枣;或者將防霧料和熱封料結(jié)合比默,就可以生產(chǎn)防霧熱封膜。當(dāng)然并不是所有的母料都可以相互結(jié)合盆犁,比如消光料和防霧料就不能結(jié)合退敦,因?yàn)榉漓F料的作用是防止包裝物表面凝結(jié)水珠,使得產(chǎn)品有較好的透明度蚣抗,而消光膜的霧度大侈百,不能透過(guò)光線,這兩者之間存在矛盾翰铡。
3結(jié)語(yǔ)
BOPP薄膜的研發(fā)钝域、生產(chǎn)、銷(xiāo)售涉及到的上下游行業(yè)非常廣泛锭魔,中國(guó)薄膜行業(yè)現(xiàn)在的規(guī)模越來(lái)越大例证,生產(chǎn)的產(chǎn)品也越來(lái)越齊全,這既得益于國(guó)家的政策支持迷捧,也順應(yīng)了時(shí)代的發(fā)展织咧,更離不開(kāi)每一個(gè)參與薄膜開(kāi)發(fā)的生產(chǎn)者、制造者漠秋。想要生產(chǎn)出性能穩(wěn)定笙蒙,符合客戶要求的薄膜,需要企業(yè)各部門(mén)共同的努力和配合庆锦,包括原料的裝卸捅位、設(shè)備的穩(wěn)定、人員的操作搂抒、產(chǎn)品的檢測(cè)艇搀、銷(xiāo)售的拓展、員工的激勵(lì)等多方面求晶,是一項(xiàng)非常復(fù)雜的工程焰雕,特別是在開(kāi)發(fā)一些新產(chǎn)品時(shí),需要付出的精力更多芳杏,但也正是這樣的磨煉矩屁,實(shí)現(xiàn)了整個(gè)隊(duì)伍的成長(zhǎng)辟宗,減少了未來(lái)資源的浪費(fèi),促進(jìn)了薄膜行業(yè)的繁榮档插。
然而,大部分的生產(chǎn)者也深刻的感受到國(guó)外的技術(shù)限制亚再,目前中國(guó)絕大部分的BOPP生產(chǎn)設(shè)備都選用國(guó)外的布魯克納郭膛、三菱、依梭普等企業(yè)氛悬,高端的原料都需要采購(gòu)三井则剃、陶氏、美孚等企業(yè)產(chǎn)品如捅,他們?cè)诩夹g(shù)棍现、規(guī)模、成本镜遣、質(zhì)量上都有絕對(duì)的優(yōu)勢(shì)己肮,價(jià)格也遠(yuǎn)高于普通產(chǎn)品,交貨的周期也非常長(zhǎng)悲关,嚴(yán)重影響了中國(guó)企業(yè)的生存和發(fā)展谎僻。近些年來(lái),中石油寓辱、中石化等[9]企業(yè)在突破雙向拉伸聚丙烯原料生產(chǎn)工藝后艘绍,也在積極開(kāi)發(fā)性能優(yōu)異的輔料并取得了一定的成績(jī),但是在設(shè)備加工上秫筏,國(guó)內(nèi)的企業(yè)還只能模仿制造一些要求不高的配件诱鞠,如輥筒、展平輥等这敬,對(duì)精度要求高的激冷輥航夺,擠出機(jī)以及電氣設(shè)備等,都還需要依靠進(jìn)口崔涂,未來(lái)急需突破敷存。
塑料薄膜行業(yè)正在快速發(fā)展,除了傳統(tǒng)的BOPS/BOPET/BOPA等薄膜堪伍,現(xiàn)在BOPE[23][24][25]/BOPLA[27]/BOPBAT[28]等薄膜正在中國(guó)如火如荼的發(fā)展锚烦,相信隨著新技術(shù)、新材料的出現(xiàn)帝雇,一定會(huì)突破國(guó)外的技術(shù)封鎖涮俄,創(chuàng)造出屬于中國(guó)的薄膜產(chǎn)品。
參考文獻(xiàn)
[1]魏志華.BOPP薄膜發(fā)展現(xiàn)狀與未來(lái)趨勢(shì)[J].產(chǎn)品分析,2015.01:56-59.
[2]尹燕平.雙向拉伸塑料薄膜[M].化學(xué)工業(yè)出版社,1999.
[3]胡小忠等.聚丙烯薄膜的雙向拉伸工藝研究[J].理論與研究,2004.30:13-18.
[4]高達(dá)利等.原料結(jié)構(gòu)對(duì)BOPP薄膜拉仲工藝及性能的影響[J].塑料科技,2018.05:
34-37.
[5]王紅兵等.高阻隔型雙向拉伸共擠薄膜的制備及性能研究[J].安徽化工,2021(47),6:72-73.
[6]張頌富等.BOPP生產(chǎn)工藝參數(shù)最佳設(shè)定的探討[J].現(xiàn)代塑料加工應(yīng)用,1995.07.07:42-47.
[7]杜杰等.涂層厚度與共聚物組分對(duì)熱封型BOPP薄膜性能的影響[J].測(cè)試與研究,2015.41:57-59.
[8]陳優(yōu)霞.二氧化硅塑料薄膜開(kāi)口劑的研制[D].南昌大學(xué),2011.06.08.[9]高達(dá)利等.BOPP薄膜拉伸速率對(duì)薄膜性能的影響[J].現(xiàn)代塑料加工應(yīng)用,2015.01.29:15-17.
[10]涂志剛等.BOPP薄膜中的功能性助劑[J].塑料包裝,2002.12.4:39-41.[11]劉慧杰.非離子型復(fù)合抗靜電劑在聚丙烯薄膜中的應(yīng)用[J].當(dāng)代化學(xué),2006.35.6:
371-374.
[12]徐正午等.塑料包裝用抗靜電母粒研究進(jìn)展[J].塑料包裝,2020.30.5:1-5.[13]吳遜等.幾種非離子型抗靜電劑在聚丙烯薄膜中的應(yīng)用研究[J].中國(guó)塑料,2014.28.4:92-96.
[14]李新芳等.塑料包裝薄膜用抗靜電劑的研究進(jìn)展[J].塑料包裝,2020.30.6:6-10.[15]聶海平等.爽滑劑和防粘開(kāi)口劑在塑料薄膜中的應(yīng)用[J].塑料助劑,2017.3:19-22.
[16]劉琳娜等.BOPP薄膜三元熱封料結(jié)構(gòu)分析[J].塑料工業(yè),2014.4:51-55.[17]陳曉勇.聚烯烴消光膜消光機(jī)理研究[D].四川大學(xué),2007.03.[18]賴福剛等.聚丙烯薄膜橫向拉伸關(guān)鍵技術(shù)的研究[J].裝備制造技術(shù),2021.1:191-199.
[19]申隆等.冷防霧在多層共擠膜的應(yīng)用[J].肉類(lèi)設(shè)備與包裝,2016.8:51-53.[20]吳林元等.白色雙向拉伸聚丙烯薄膜專(zhuān)用珠光母料的研制[J].中國(guó)塑料,2000.9:49-52.
[21]李興達(dá).淺析塑料色母粒色差原因和改進(jìn)對(duì)策[J].工藝管控,2018.12:196.[22]唐虎等.雙向拉伸聚乙烯薄膜產(chǎn)業(yè)化發(fā)展現(xiàn)狀尸闸、瓶頸和展望[J].高分子材料科學(xué)與工程,2021.08.25.
[23]廖凱明等.雙向拉伸薄膜行業(yè)創(chuàng)新發(fā)展思考[J].科技專(zhuān)題,2015.05:62-68.[24]李羽.雙向拉伸聚乙烯樹(shù)脂的結(jié)構(gòu)—性能關(guān)系及制備[D].浙江大學(xué).2021.03.[25]馮潤(rùn)財(cái),伍杰鋒,張廣強(qiáng),等.雙向拉伸聚乙烯薄膜的研制[J].塑料工業(yè),2013,41(4):102-108,112.
[26]羅焯星等.雙向拉伸聚乳酸薄膜的制備[D].合成樹(shù)脂及塑料.2017,36-40.[27]邢利欣等.可生物降解雙向拉伸聚乳酸薄膜成型技術(shù)研究進(jìn)展[J].中國(guó)塑料.2023,04:121-135.
[28]張小兵.我國(guó)生物可降解高分子新材料PBAT市場(chǎng)和產(chǎn)能分析[J].四川化學(xué).2021,04:4-7.
[29]李薇等.凝膠滲透色譜(GPC)表征聚丙烯相對(duì)分子量及其分布的方法研究[J].中國(guó)建材科技.2012,21:42-46.


















 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車(chē)功能鍵觸摸蓋I...
汽車(chē)功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...













