周紀(jì)委1,王明偉1村视,張文超1官套,葉星輝2,張宏偉1蚁孔,于峻偉1
(1. 大連工業(yè)大學(xué)虏杰,機(jī)械工程與自動(dòng)化學(xué)院,遼寧勒虾,大連 116034; 2.浙江凱華模具有限公司瘸彤,浙江修然,臺州 318020)
摘要:以汽車霧燈燈罩為研究對象,針對塑件在成型過程中出現(xiàn)的翹曲變形和體積收縮問題质况,利用 Moldex3D 軟件進(jìn)行分析愕宋,得到初始分析下Z方向翹曲變形量為0. 191 mm,體積收縮率為4. 345% 结榄。由于汽車霧燈燈罩在裝配方向上需要較小的翹曲變形和體積收縮中贝,以熔體溫度、模具溫度臼朗、保壓時(shí)間邻寿、冷卻時(shí)間和保壓壓力為優(yōu)化變量蝎土,采用響應(yīng)面法進(jìn)行 5 因素 5 水平中心復(fù)合試驗(yàn)并建立灰色關(guān)聯(lián)度值模型對目標(biāo)進(jìn)行優(yōu)化。根據(jù)中心復(fù)合試驗(yàn)結(jié)果對灰色關(guān)聯(lián)度值進(jìn)行方差分析绣否,得到各因素對灰色關(guān)聯(lián)度值的影響程度順序?yàn)槿垠w溫度>模具溫度>冷卻時(shí)間>保壓壓力>保壓時(shí)間誊涯。利用灰色關(guān)聯(lián)度模型進(jìn)行尋優(yōu),得到最優(yōu)工藝參數(shù)組合為熔體溫度為290℃蒜撮、模具溫度為80℃暴构、保壓時(shí)間為7s、冷卻時(shí)間為22s段磨、保壓壓力為 155 MPa取逾。將最佳工藝參數(shù)組合在 Moldex3D 中進(jìn)行模擬,得到Z方向翹曲變形量為0. 088 mm苹支、體積收縮率為3. 551%砾隅。與推薦工藝參數(shù)組合相比,優(yōu)化后的Z方向翹曲變形量比優(yōu)化前降低了54%沐序,體積收縮率比優(yōu)化前降低了18%琉用。
關(guān)鍵詞:汽車霧燈燈罩; 響應(yīng)面法; 灰色關(guān)聯(lián)分析; 體積收縮; 翹曲變形; 注塑工藝優(yōu)化
近年來,隨著社會(huì)經(jīng)濟(jì)的不斷發(fā)展和人民生活水平的不斷提高,汽車作為一種便捷的代步工具受到了大多數(shù)人的青睞策幼,同時(shí)邑时,人們對汽車的外觀和安全性也提出了更高的要求[1]。汽車霧燈燈罩作為汽車的重要組成部分,不僅可以降低風(fēng)阻,提高汽車的動(dòng)力,還可以使駕駛員與乘客感到舒適特姐、方便晶丘。通常,汽車霧燈燈罩為注塑件唐含,殼內(nèi)放置鏡圈和鏡片等部件浅浮,因此,燈罩和其他部件需要緊密配合[2]捷枯。為了保證燈罩整體的密封性滚秩,需要在注塑時(shí)盡量減小翹曲變形[3]。
影響翹曲變形的因素有很多淮捆,例如郁油,模具結(jié)構(gòu)、材料的性能和注塑成型工藝參數(shù)等[4]攀痊。為了降低翹曲變形量桐腌,提高塑件的尺寸精度,研究者把試驗(yàn)優(yōu)化理論與模流分析技術(shù)相結(jié)合苟径,對成型工藝進(jìn)行優(yōu)化案站。Mukras等[5]分析了模具溫度、熔體溫度棘街、保壓壓力等工藝參數(shù)對翹曲和體積收縮的影響蟆盐,并使用中心復(fù)合設(shè)計(jì)構(gòu)建翹曲承边、體積收縮與7個(gè)注塑工藝參數(shù)的關(guān)系,建立了一個(gè)多個(gè)目標(biāo)優(yōu)化問題舱禽,最后炒刁,利用遺傳算法進(jìn)行優(yōu)化,得到工藝參數(shù)最優(yōu)組合誊稚。Li等[6]利用粒子群算法和Kriging 模型對注塑工藝參數(shù)進(jìn)行了優(yōu)化翔始,減少了汽車頂棚翹曲量。黃海松等[7]利用灰色關(guān)聯(lián)分析法將多目標(biāo)優(yōu)化問題轉(zhuǎn)化為單目標(biāo)優(yōu)化問題里伯,并確定了注塑工藝的優(yōu)化方案城瞎。盧松濤等[8]以溫控器外殼為研究對象,利用 Moldflow 和正交試驗(yàn)方法研究了各參數(shù)對翹曲變形的影響疾瓮,優(yōu)化后的翹曲變形量減少了40.69%脖镀。邱彤等[9]利用正交試驗(yàn)和響應(yīng)面法進(jìn)行多目標(biāo)優(yōu)化,通過試驗(yàn)結(jié)果對比得到了最優(yōu)化方案狼电。唐春華[10]運(yùn)用響應(yīng)面法和Moldflow模流分析技術(shù)結(jié)合的方法蜒灰,建立響應(yīng)面模型并進(jìn)行翹曲變形的優(yōu)化設(shè)計(jì),最終得到了最優(yōu)工藝參數(shù)組合肩碟。彭培銘等[11]以汽車制動(dòng)插件為研究對象强窖,采用響應(yīng)面法結(jié)合模流分析技術(shù)對塑件進(jìn)行翹曲分析,通過方差分析得到4個(gè)工藝參數(shù)對翹曲量的影響順序,并且削祈,以翹曲量為約束條件翅溺,采用PSO算法進(jìn)一步對工藝參數(shù)進(jìn)行優(yōu)化,最終得到優(yōu)化后的最佳工藝參數(shù)組合髓抑。
文章以汽車霧燈燈罩為研究對象咙崎,在模流分析技術(shù)的基礎(chǔ)上,采用響應(yīng)面法結(jié)合灰色關(guān)聯(lián)分析法研究成型工藝參數(shù)對翹曲變形和體積收縮的影響吨拍。通過構(gòu)建關(guān)于Z方向翹曲和體積收縮率的灰色關(guān)聯(lián)度值模型對最優(yōu)工藝參數(shù)組合進(jìn)行尋優(yōu)褪猛,將尋優(yōu)到的最優(yōu)工藝參數(shù)組合在Moldex3D軟件中進(jìn)行模擬,Z方向翹曲和體積收縮率均得到顯著改善羹饰。
1汽車霧燈燈罩初始分析
1.1塑件結(jié)構(gòu)及材料
汽車霧燈燈覃是車燈注塑件之一握爷,與車燈的其他零部件進(jìn)行裝配,汽車霧燈燈罩的二維模型如圖1所示严里。由圖1可知,產(chǎn)品最大外形尺寸長度為267 mm追城、寬度為80 mm刹碾、高度為192 mm、平均壁厚為2.5 mm座柱。產(chǎn)品外形較復(fù)雜迷帜,有較多的凸臺物舒、加強(qiáng)筋和卡扣。該塑件外觀要求表面光潔戏锹,無明顯熔接線且裝配方向上的翹曲變形較小冠胯。
圖1 汽車霧燈燈罩二維模型(單位:mm)
汽車霧燈燈罩材料選用SABIC制造商,牌號為LEXAN LS2(EUR)的聚碳酸酯(PC)塑料锦针,無味荠察、質(zhì)輕、具有較好的抗沖擊效果奈搜。該材料熔體密度為1.07 g/cm3悉盆、固體密度為1.2 g/cm3猛频、最大剪切應(yīng)力為0.5 MPa严沥、最大剪切速率為40 000 s-1、彈性模量為2 350 MPa介衔、泊松比為0.4宏粤。材料的黏度和比容曲線如圖 2 所示脚翘。
圖2 黏度與比容曲線
(a)黏度曲線 (b)比容曲線
1.2網(wǎng)絡(luò)劃分
將塑件三維實(shí)體模型保存為“* .stp”格式并導(dǎo)入到Moldex3D CADdoctor中進(jìn)行檢查和修復(fù),把修復(fù)后的模型進(jìn)行Solid網(wǎng)格劃分绍哎,得到塑件和流道的實(shí)體網(wǎng)格數(shù)量為753 626個(gè)單元来农,表面網(wǎng)格和實(shí)體網(wǎng)格無缺陷后,進(jìn)行下一步分析蛇摸。網(wǎng)格劃分結(jié)果如圖 3 所示备图。
圖3 汽車霧燈燈罩網(wǎng)格劃分模型
1.3澆注系統(tǒng)和冷卻系統(tǒng)的建立
汽車霧燈燈罩的澆注系統(tǒng)和冷卻系統(tǒng)如圖4所示。模具設(shè)計(jì)為1模2腔赶袄,熱流道采用兩點(diǎn)開放式揽涮,直徑為φ22 mm,冷流道采用U型饿肺,尺寸為10 mm ×8 mm蒋困,澆口為扇形澆口,其尺寸前端為10 mm敬辣,后端12 mm雪标,厚度為1. 8 mm。冷卻系統(tǒng)采用2個(gè)串聯(lián)隔板式水路和6個(gè)直通式水路溉跃,水管與塑件間距為16 mm村刨,水路直徑為10 mm。
圖4 澆注系統(tǒng)與冷卻系統(tǒng)設(shè)計(jì)
(a)澆注系統(tǒng)的設(shè)計(jì) (b)冷卻系統(tǒng)的設(shè)計(jì)
1. 4 默認(rèn)參數(shù)分析
在推薦工藝參數(shù)組合下進(jìn)行完整分析撰茎,得到模擬結(jié)果如圖5所示嵌牺。由圖5a可知,塑件在1. 52 s時(shí)能夠充填到型腔末端,沒有出現(xiàn)短射或遲滯現(xiàn)象逆粹,因此募疮,可以證明充填時(shí)間較合適。由圖5b可知僻弹,產(chǎn)品外觀面有熔接線產(chǎn)生阿浓,這是由產(chǎn)品結(jié)構(gòu)引起的,無法避免蹋绽。由圖5c可知芭毙,塑件體積收縮不均勻,最大體積收縮率為4. 345% 蟋字,不均勻的體積收縮造成塑件翹曲變形過大稿蹲、縮痕、內(nèi)部縮孔等問題鹊奖,因此苛聘,將體積收縮作為優(yōu)化目標(biāo)之一。由圖5d可知忠聚,Z方向最大位移為0. 191 mm设哗,而汽車霧燈燈罩在Z方向進(jìn)行裝配,需要該方向的翹曲變形盡量小两蟀,因此网梢,把Z方向翹曲變形量作為另一優(yōu)化目標(biāo)[12]。
圖5 默認(rèn)分析結(jié)果
( a)充填時(shí)間 ( b)熔接線 ( c)體積收縮率 ( d)Z方向位移
2 基于灰色關(guān)聯(lián)分析的中心復(fù)合設(shè)計(jì)
2. 1 中心復(fù)合設(shè)計(jì)
響應(yīng)面試驗(yàn)設(shè)計(jì)主要包括 Box-Benhnken(BBD)和中心復(fù)合設(shè)計(jì)(CCD)赂毯,其中战虏,BBD試驗(yàn)設(shè)計(jì)適應(yīng)于因素水平較少的試驗(yàn)(一般因素少于5個(gè),水平設(shè)為3個(gè))党涕,CCD試驗(yàn)設(shè)計(jì)適用于多因素烦感、多水平試驗(yàn),CCD試驗(yàn)設(shè)計(jì)與BBD試驗(yàn)相比膛堤,能更好地?cái)M合響應(yīng)曲面[13]手趣。文章選取Z方向翹曲變形和體積收縮率的灰色關(guān)聯(lián)度值作為優(yōu)化指標(biāo),熔體溫度(A)肥荔、模具溫度(B)绿渣、保壓時(shí)間(C)、冷卻時(shí)間(D)和保壓壓力(E)作為試驗(yàn)因素進(jìn)行CCD試驗(yàn)優(yōu)化[14-15]燕耿。因素與水平設(shè)置如表1所示中符。
表1 試驗(yàn)因素及水平
2.2信噪比計(jì)算
信噪比是在試驗(yàn)設(shè)計(jì)中衡量輸出特性穩(wěn)定性的指標(biāo),信噪比與塑件質(zhì)量呈正比關(guān)系[16]誉帅。信噪比有3種淀散,分別為望大特征谭期、望小特征和望目特性[17]。文章要求Z方向翹曲變形和體積收縮率越小越好吧凉,因此,選擇望小特性踏志。望小特性信噪比計(jì)算如式(1)所示阀捅。
(1)
式中:n為每組試驗(yàn)需重復(fù)的次數(shù);xi為第j項(xiàng)指標(biāo)的第i次試驗(yàn)值针余。
2.3 灰色關(guān)聯(lián)分析
灰色關(guān)聯(lián)分析是根據(jù)因素發(fā)展趨勢的相似或相異程度判斷多因素間關(guān)聯(lián)程度的一種方法[18]饲鄙。灰色關(guān)聯(lián)分析主要步驟如下:
(1)對信噪比進(jìn)行無量綱化處理[19]圆雁。望小特征的無量綱化公式如式(2)所示忍级。
(2)
式中: ηi 為第i次試驗(yàn)數(shù)值轉(zhuǎn)化后的信噪比值; ηimax和ηimin分別為根據(jù)試驗(yàn)得到的信噪比最大值和最小值; yi為 ηi無量綱化后的數(shù)值。
(2)將式(2)得到的信噪比無量化數(shù)值帶入到式(3)中進(jìn)行灰色關(guān)聯(lián)系數(shù)計(jì)算伪朽≈嵩郏灰色關(guān)聯(lián)系數(shù)公式如式(3)所示。
(3)
式中:y0i為第i個(gè)無量綱化理想數(shù)據(jù)烈涮,一般取值為0朴肺;ρ為分辨系數(shù),一般取值為0.5坚洽。
(3)根據(jù)式(3)中得到的灰色關(guān)聯(lián)度系數(shù)計(jì)算戈稿,如式(4)所示。
(4)
式中:m為優(yōu)化目標(biāo)的個(gè)數(shù)讶舰。
2.4中心復(fù)合試驗(yàn)方案及結(jié)果
在 Design-Expert 軟件中進(jìn)行CCD方案設(shè)計(jì)鞍盗,試驗(yàn)方案共32組試驗(yàn),其中跳昼,26組試驗(yàn)為析因試驗(yàn)般甲,6組試驗(yàn)為中心試驗(yàn),將不同試驗(yàn)組合在 Moldex3D 軟件中進(jìn)行分析庐舟,并且欣除,按照灰色關(guān)聯(lián)分析的主要步驟對各指標(biāo)的無量綱化值、灰色關(guān)聯(lián)度系數(shù)和灰色關(guān)聯(lián)度值進(jìn)行計(jì)算挪略。CCD試驗(yàn)方案及結(jié)果如表2所示历帚。
表2 CCD試驗(yàn)方案與結(jié)果
3灰色關(guān)聯(lián)度值模型的建立、分析與驗(yàn)證
3.1 灰色關(guān)聯(lián)度值模型構(gòu)建與殘差分析
3.1.1灰色關(guān)聯(lián)度值模型的構(gòu)建
在 Design-Expert 軟件中利用二次回歸方程建立模型杠娱,二次多項(xiàng)式函數(shù)的數(shù)學(xué)表達(dá)式如式(5)所示挽牢。
(5)
式中: y為灰色關(guān)聯(lián)度值函數(shù); a0為常數(shù)項(xiàng); xi、xj為試驗(yàn)因素; n 為試驗(yàn)因素的個(gè)數(shù); ai摊求、aii禽拔、aij為各因素的一次、二次和交互作用項(xiàng)的系數(shù); ε 為灰色關(guān)聯(lián)度模型的誤差。
根據(jù)二次多項(xiàng)式函數(shù)的表達(dá)式構(gòu)建出各試驗(yàn)因素和Z方向翹曲變形睹栖、體積收縮率之間的灰色關(guān)聯(lián)度值模型[20]硫惕,如式(6)所示。
Y = 0.47 - 0.092 × A - 0.055 × B - 7.083 × 10-4× C + 0.019 × D + 7.292 × 10-3 × A × B + 0.012 × A ×C - 5.188 × 10-3× A × D - 7.188 × 10-3× A × E + 0.012 × B × C - 0.011 × B × D + 0.021 × B × E - 5.812 ×10-3× C × D - 1.062 × 10-3× C × E - 9.062 × 10-3× D× E + 0.025 × A2 + 0.013 × B2 - 6.25 × 10-3× C2 + 2.875 × 10-3× D2 + 9.875 × 10-3× E2 (6)
3.1.2殘差分析檢驗(yàn)
為了進(jìn)一步檢驗(yàn)灰色關(guān)聯(lián)度值模型的可靠性野来,對模型進(jìn)行殘差分析是一種合理的方法[21]恼除。殘差正態(tài)概率分布和殘差與擬合值分布如圖 6 所示。從圖 6a中可以看出曼氛,灰色關(guān)聯(lián)度值模型的各個(gè)殘差點(diǎn)在一條直線附近并呈正態(tài)分布豁辉,這表明,灰色關(guān)聯(lián)度值模型的殘差能夠滿足最小二乘擬合的要求[10舀患,22]徽级。從圖 6b 中可以看出,灰色關(guān)聯(lián)度值模型的殘差序列各點(diǎn)呈獨(dú)立的且無規(guī)律地分布在區(qū)間內(nèi)聊浅,殘差序列點(diǎn)的獨(dú)立性更能看出灰色關(guān)聯(lián)度值模型是合理的[23]餐抢。
圖6 殘差分析檢驗(yàn)結(jié)果圖
(a)殘差正態(tài)概率分布圖 (b)殘差與擬合值分布圖
3.2 灰色關(guān)聯(lián)度值方差分析
灰色關(guān)聯(lián)度值模型能夠有效地表達(dá)各變量因素和目標(biāo)值的關(guān)系,具體的方差分析結(jié)果如表3所示狗超。由表3可知弹澎,灰色關(guān)聯(lián)度值模型的F值為34. 41,P值小于0. 0001努咐,這表明苦蒿,建立的模型顯著。同時(shí)渗稍,熔體溫度和模具溫度的P值也小于0. 0001佩迟,這表明,熔體溫度和保壓時(shí)間對灰色關(guān)聯(lián)度的影響較顯著竿屹。其中报强,各因素對灰色關(guān)聯(lián)度值的影響程度為因素A>因素B>因素D>因素E>因素C。
表3 灰色關(guān)聯(lián)度方差分析
為了能夠直觀顯示出各因素間的交互情況拱燃,選擇對灰色關(guān)聯(lián)度值影響較大的3個(gè)因素(熔體溫度秉溉、模具溫度、冷卻時(shí)間)進(jìn)行分析碗誉,其三維響應(yīng)面如圖7~9所示召嘶。由圖7可知,在較低的熔體溫度和模具溫度條件下哮缺,灰色關(guān)聯(lián)度值較大弄跌。由圖8可知,在較低的熔體溫度和較高的冷卻時(shí)間下尝苇,灰色關(guān)聯(lián)度值較大铛只。由圖9可知埠胖,在較低的模具溫度和較高的冷卻時(shí)間下,灰色關(guān)聯(lián)度值較大淳玩。
圖7 熔體溫度與模具溫度的交互作用
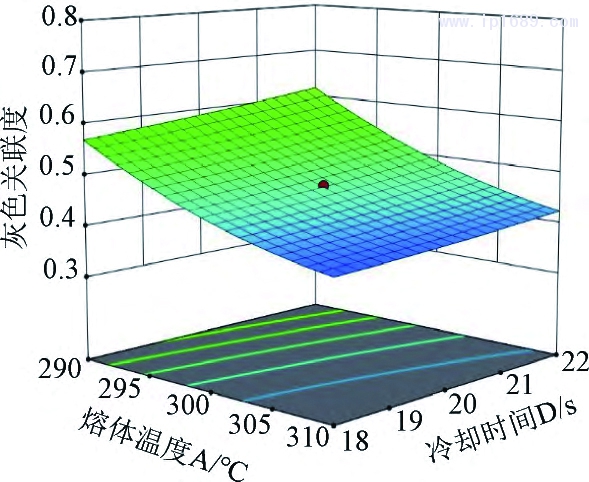
圖8 熔體溫度與冷卻時(shí)間的交互作用
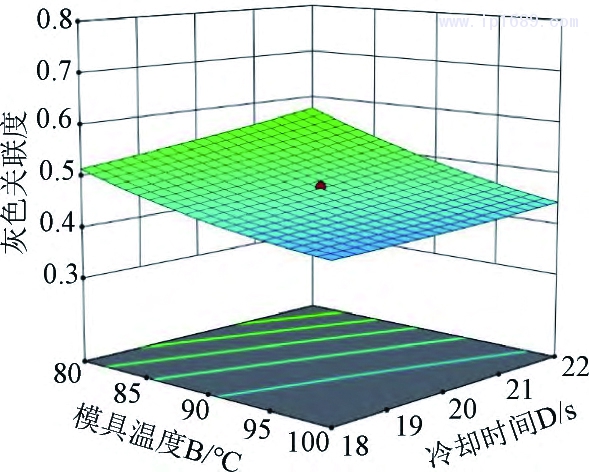
圖9 模具溫度與冷卻時(shí)間的交互作用
3. 3 灰色關(guān)聯(lián)度值最優(yōu)工藝參數(shù)預(yù)測與驗(yàn)證
使用灰色關(guān)聯(lián)度值模型對最大灰色關(guān)聯(lián)度值進(jìn)行預(yù)測直撤,得到最優(yōu)工藝參數(shù)組合為A因素取290 ℃、B因素取80 ℃蜕着、C因素取7s谊惭、D因素取22s、E因素取155 MPa侮东。在該工藝參數(shù)組合下,灰色關(guān)聯(lián)度值為0. 7567豹芯,結(jié)果如圖10所示悄雅。將最優(yōu)工藝參數(shù)組合在Moldex3D 軟件中進(jìn)行模擬,得到體積收縮率為3. 551%铁蹈,Z方向上的位移為0. 088 mm宽闲,最優(yōu)工藝參數(shù)組合模擬結(jié)果如圖11所示。與推薦工藝參數(shù)組合模擬結(jié)果相比握牧,優(yōu)化后容诬,Z方向翹曲和體積收縮率分別降低了54%和18%。而且沿腰,Z方向翹曲和體積收縮率的效果較好览徒。
圖10 灰色關(guān)聯(lián)度值模型尋優(yōu)
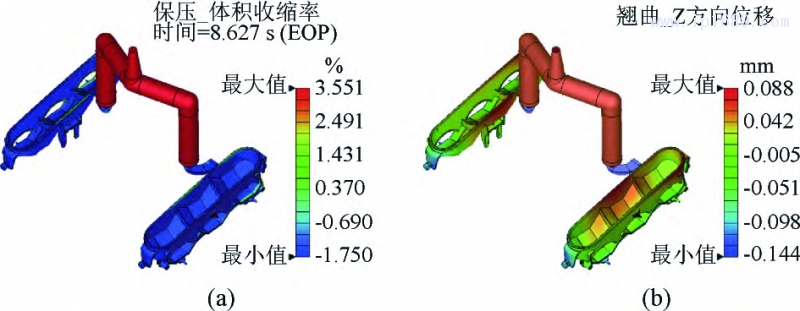
圖11 最優(yōu)工藝參數(shù)組合結(jié)果
(a)體積收縮率 (b)Z方向位移
4結(jié)論
(1)根據(jù)推薦工藝參數(shù)組合進(jìn)行初始模擬,得到Z方向翹曲變形量為0. 191 mm颂龙、體積收縮率為4. 345%习蓬。由于汽車霧燈燈罩在裝配方向上要求翹曲變形量和體積收縮盡量小,因此措嵌,需要把熔體溫度躲叼、模具溫度、保壓時(shí)間企巢、冷卻時(shí)間和保壓壓力作為優(yōu)化變量枫慷,Z方向翹曲變形和體積收縮率的灰色關(guān)聯(lián)度值作為優(yōu)化指標(biāo)進(jìn)行32組中心復(fù)合試驗(yàn)。
(2)通過灰色關(guān)聯(lián)度值模型建立各工藝參數(shù)和Z方向翹曲變形浪规、體積收縮率之間的函數(shù)關(guān)系或听,并利用殘差分析對灰色關(guān)聯(lián)度值模型可靠性進(jìn)行驗(yàn)證。根據(jù)灰色關(guān)聯(lián)度值方差分析得到各因素對灰色關(guān)聯(lián)度值的影響程度依次為熔體溫度>模具溫度>冷卻時(shí)間>保壓壓力>保壓時(shí)間罗丰,成品質(zhì)量較好的最優(yōu)工藝參數(shù)組合為熔體溫度為290 ℃神帅、模具溫度為80 ℃、保壓時(shí)間7s萌抵、冷卻時(shí)間為22s找御、保壓壓力為155 MPa元镀。
(3)將最優(yōu)工藝參數(shù)組合在 Moldex3D 軟件中進(jìn)行模擬,得到Z方向翹曲變形量為0. 088 mm霎桅、體積收縮率為3. 551% 栖疑,與默認(rèn)工藝參數(shù)組合下Z方向翹曲變形量相比,優(yōu)化后的Z方向翹曲變形量降低54%滔驶;優(yōu)化后Z方向體積收縮率與默認(rèn)工藝參數(shù)組合下的體積收縮率相比遇革,降低了18%,塑件質(zhì)量得到有效提高揭糕。
參考文獻(xiàn):
[1] 宋美艷.基于汽車前大燈反射鏡的BMC注射成型[D].杭州:浙江工業(yè)大學(xué)萝快,2013.
[2] 劉安林.基于Kriging-GA的汽車晝行燈光導(dǎo)注塑工藝參數(shù)多目標(biāo)優(yōu)化與模具設(shè)[D].鎮(zhèn)江: 江蘇大學(xué),2019.
[3] 趙毅著角,劉淑梅揪漩,潘泓誼.基于響應(yīng)面法的報(bào)警器上蓋注塑工藝優(yōu)化[J].輕工機(jī)械,2021吏口,39( 3) : 77-80.
[4] 齊雪奄容,廖秋慧,祝璐琨产徊,等.基于響應(yīng)面法的汽車接插件注塑工藝優(yōu)化[J].塑料科技昂勒,2018,46( 10) : 95-99.
[5] MUKRAS S M S舟铜,OMAR H M戈盈,AL-MUFADI F A.Experimental-based multi-objective optimization of injection molding process parameters[J].Arabian Journal for Science and Engineering,2019谆刨,44( 9) : 7653-7665.
[6] LI S奕谭,F(xiàn)AN X Y,GUO Y H痴荐,et al.Optimization of injection molding process of transparent complex multi-cavity parts based on kriging model and various optimization technique[J].Arabian Journal for Science and Engineering血柳,2021,46( 12) : 11835-11845.
[7] 黃海松生兆,張魯濱难捌,姚立國.基于灰色關(guān)聯(lián)分析的注塑成型工藝多目標(biāo)優(yōu)化[J].塑料科技,2019鸦难,47( 1) : 104-110.
[8] 盧松濤根吁,王培安.基于響應(yīng)面法和正交試驗(yàn)的墨頂蓋翹曲變形優(yōu)化[J].塑料,2020合蔽,49( 4) : 65-68.
[9] 邱彤击敌,劉泓濱,代元祥拴事,等.基于正交實(shí)驗(yàn)與響應(yīng)曲面法的透鏡注塑壓縮成型工藝參數(shù)的多目標(biāo)優(yōu)化試驗(yàn)[J].塑料工業(yè)沃斤,2021圣蝎,49( 11) : 70-73.
[10] 唐春華.響應(yīng)面法優(yōu)化鼠標(biāo)面蓋注塑成型工藝的應(yīng)用[J].塑料,2017衡瓶,46( 3) : 114-116.
[11] 彭培銘徘公,張子林,王宇林哮针,等.基于CCD和PSO的汽車制動(dòng)插件注塑工藝參數(shù)優(yōu)化[J].塑料关面,2022,51( 1) : 48-55.
[12] 魏翔宇十厢,王釗等太,倪傳龍,等.基于灰色關(guān)聯(lián)度的車燈裝飾框注塑工藝優(yōu)化[J].現(xiàn)代塑料加工應(yīng)用蛮放,2020澈驼,32( 2) : 34-37.
[13] 胡祚庥,劉淑梅筛武,毛欣然,等.基于響應(yīng)面法的汽車接插件翹曲變形優(yōu)化[J].上海工程技術(shù)大學(xué)學(xué)報(bào)挎塌,2021徘六,35( 2) : 113-117.
[14] 王雪鵬,戴亞春榴都,陳萬榮待锈,等.電連接器接觸件注塑成型翹曲變形的優(yōu)化分析[J].塑料,2014嘴高,43( 1) : 111-114.
[15] 覃嶺竿音,張繼祥,馮偉拴驮,等.基于灰色關(guān)聯(lián)-田口法的汽車后保險(xiǎn)杠注塑工藝參數(shù)多目標(biāo)優(yōu)化[J].塑料春瞬,2022,51( 6) : 72-78.
[16] 楊來俠套啤,桂玉蓮宽气,李素麗,等.信噪比與灰色關(guān)聯(lián)分析選區(qū)激光燒結(jié)成型工藝的研究[J].塑料工業(yè)潜沦,2020萄涯,48( 1) : 78-81.
[17] 周紀(jì)委,郭昊亮唆鸡,張文超涝影,等.基于灰色關(guān)聯(lián)理論的副儀表板扶手底座注塑工藝多目標(biāo)優(yōu)化[J].工程塑料應(yīng)用,2022争占,50( 12) :61-66.
[18] 王海峰燃逻,沈鑫華.信噪比灰色關(guān)聯(lián)分析在注塑工藝參數(shù)優(yōu)化中的應(yīng)用[J].塑料工業(yè)序目,2019,47( 4) : 69-72.
[19] 蔡厚道.基于響應(yīng)面和灰色關(guān)聯(lián)分析的汽車濾清器蓋注塑工藝多目標(biāo)優(yōu)化[J].塑料工業(yè)唆樊,2017宛琅,45( 1) : 48-52.
[20] 鄔斌揚(yáng),周天意逗旁,于洋洋嘿辟,等.基于響應(yīng)面和ASA的抑爆球注塑質(zhì)量多目標(biāo)優(yōu)化[J].塑料,2021片效,50( 5) : 147-155.
[21] 梁戟红伦,李曉江,朱皓淀衣,等.基于響應(yīng)面模型的光伏電站直流檢測表注塑模具工藝優(yōu)化設(shè)計(jì)[J].塑料科技昙读,2021,49 ( 11 ) :95-100.
[22] 孫駿膨桥,秦宗慧.基于響應(yīng)面模型的注塑件工藝參數(shù)混合優(yōu)化[J].中國塑料蛮浑,2012( 11) : 79-82.
[23] 宋云雪,楊天亮.基于響應(yīng)面模型的防護(hù)箱箱體注塑成型優(yōu)化[J].塑料科技只嚣,2020沮稚,48( 10) : 8-12.



































 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





