張文超1械念,吳迪1头朱,王明偉1,李小虎1龄减,崔恩銘1项钮,周紀(jì)委1,葉星輝2
(1.大連工業(yè)大學(xué)機(jī)械工程與自動(dòng)化學(xué)院希停,遼寧大連116034烁巫;2.浙江凱華模具有限公司,浙江臺(tái)州318020)
摘要:為解決汽車B柱上飾板注塑成型過(guò)程中出現(xiàn)的體積收縮和翹曲變形等缺陷問(wèn)題宠能,利用Moldex3D軟件亚隙,采用滑石粉改性聚丙烯材料對(duì)其注塑成型過(guò)程進(jìn)行模擬。以注射時(shí)間违崇、熔體溫度阿弃、模具溫度、保壓壓力羞延、保壓時(shí)間為變量渣淳,體積收縮率和Z方向(產(chǎn)品脫模方向)的翹曲變形為目標(biāo),設(shè)計(jì)16組正交實(shí)驗(yàn)伴箩。利用Critic權(quán)重法對(duì)二者進(jìn)行權(quán)重計(jì)算入愧,并通過(guò)計(jì)算綜合評(píng)分將多目標(biāo)優(yōu)化轉(zhuǎn)化為單目標(biāo)優(yōu)化;最終通過(guò)計(jì)算綜合評(píng)分的極差分析得到五個(gè)工藝參數(shù)的影響大小排序?yàn)椋罕簤毫?gt;模具溫度>充填時(shí)間>熔體溫度>保壓時(shí)間,最優(yōu)成型工藝參數(shù)組合為充填時(shí)間為2s棺蛛、熔體溫度為240℃怔蚌、模具溫度為30℃、保壓壓力為70MPa鞠值、保壓時(shí)間為8s媚创。將最優(yōu)成型工藝參數(shù)組合進(jìn)行模擬,得到該產(chǎn)品的體積收縮率為5.901%彤恶,Z方向翹曲變形量為1.75mm钞钙。與初始分析結(jié)果相比,體積收縮率降低了12.2%声离,Z方向翹曲變形量減小了9.04%芒炼。通過(guò)實(shí)際試模驗(yàn)證,產(chǎn)品充填完全术徊,質(zhì)量良好本刽,符合生產(chǎn)要求
關(guān)鍵詞:汽車B柱上飾板;Moldex3D赠涮;正交試驗(yàn)子寓;Critic權(quán)重法;工藝參數(shù)優(yōu)化笋除。
隨著近年來(lái)汽車輕量化進(jìn)程的穩(wěn)步推進(jìn)以及我國(guó)塑料工業(yè)的不斷發(fā)展斜友,塑料在汽車工業(yè)中的應(yīng)用品類和范圍也在逐步擴(kuò)大,汽車的內(nèi)外飾件已基本實(shí)現(xiàn)塑料化[1]垃它。汽車立柱飾板是汽車內(nèi)飾件中必不可少的一部分鲜屏。表面上,其不僅可以提升汽車內(nèi)部的觀感国拇,還可以保護(hù)立柱表面洛史,避免日常使用中的磨損和劃傷,并對(duì)立柱內(nèi)部的連接件和線束進(jìn)行隱藏酱吝,提高汽車內(nèi)部的舒適感也殖;結(jié)構(gòu)上,其可以增強(qiáng)立柱的結(jié)構(gòu)穩(wěn)定性务热,對(duì)連接汽車的頂部和底部車身起著重要作用毕源,使車身更加穩(wěn)定和堅(jiān)固,還可以起到部分緩沖和吸能的作用陕习,以減輕碰撞時(shí)對(duì)乘員產(chǎn)生的沖擊力[2-4]霎褐。
在實(shí)際注塑生產(chǎn)過(guò)程中,有諸多因素影響此類塑件的成型質(zhì)量该镣,尤其體現(xiàn)在工藝參數(shù)的選擇上冻璃。選擇不當(dāng)?shù)某尚凸に噮?shù),會(huì)引起翹曲、飛邊省艳、熔接線等成型缺陷娘纷。針對(duì)注塑工藝參數(shù)尋優(yōu)已有較多的研究提供參考。孫肖霞等[5]以冰箱抽屜為研究對(duì)象跋炕,采用漸進(jìn)式正交試驗(yàn)并結(jié)合灰色關(guān)聯(lián)法進(jìn)行極差分析快速找到最佳工藝成型參數(shù)赖晶,提高了制品質(zhì)量。李姝等[6]采用熵權(quán)法對(duì)汽車左側(cè)前保險(xiǎn)杠成型時(shí)的翹曲變形和體積收縮缺陷進(jìn)行優(yōu)化辐烂,通過(guò)對(duì)綜合評(píng)分的極差分析得出最優(yōu)工藝參數(shù)遏插。Lo[7]利用Moldflow對(duì)電腦散熱風(fēng)扇的葉輪進(jìn)行注塑過(guò)程模擬,為解決翹曲問(wèn)題采用田口法與灰色關(guān)聯(lián)度相結(jié)合的方法確定最佳工藝參數(shù)纠修,以減少試模成本胳嘲,提高產(chǎn)品質(zhì)量。朱紅萍等[8]通過(guò)理論分析扣草、有限元仿真以及實(shí)驗(yàn)驗(yàn)證的方法對(duì)洗衣機(jī)水盒蓋進(jìn)行成型質(zhì)量分析了牛,以熔接線為優(yōu)化目標(biāo)進(jìn)行田口實(shí)驗(yàn),從而得到最優(yōu)工藝組合辰妙,并通過(guò)模具設(shè)計(jì)以及試模驗(yàn)證其成型質(zhì)量鹰祸。Hiyane-Nashiro等[9]提出了EAAWSM加權(quán)求合法,通過(guò)與Taguchi-Gray密浑,TOPSIS蛙婴,MOGA三種優(yōu)化方法對(duì)比,有效降低了塑件的收縮率和翹曲肴掷,表明這種方法對(duì)優(yōu)化兩個(gè)或者多個(gè)變量的優(yōu)勢(shì)與結(jié)果具有可靠性敬锐。任立輝等[10]為提高坐廁椅面板注射成型質(zhì)量背传,以翹曲變形量呆瞻、縮痕指數(shù)、體積收縮率為評(píng)價(jià)指標(biāo)径玖,利用Critic法確定了各評(píng)價(jià)指標(biāo)權(quán)重系數(shù)痴脾,采用基于TOPSIS的灰色關(guān)聯(lián)綜合評(píng)價(jià)方法,獲得了塑件的最佳注塑工藝參數(shù)組合梳星。上述研究大多通過(guò)復(fù)雜的計(jì)算或者程序進(jìn)行工藝優(yōu)化赞赖,在生產(chǎn)時(shí)比較費(fèi)時(shí)費(fèi)力,且無(wú)法保證提高生產(chǎn)效率和節(jié)省生產(chǎn)成本冤灾。而利用Critic權(quán)重法進(jìn)行工藝參數(shù)尋優(yōu)其優(yōu)勢(shì)在于能夠有效處理多目標(biāo)問(wèn)題前域,找出相對(duì)平衡的解決方案,可以根據(jù)實(shí)際需求調(diào)整權(quán)重韵吨,以精確反應(yīng)目標(biāo)的重要性從而得到更合理的工藝參數(shù)匿垄;計(jì)算速度相對(duì)較快,以提高生產(chǎn)效率、降低能耗椿疗、減少生產(chǎn)成本漏峰。
基于上述分析,筆者以汽車B柱上飾板為研究對(duì)象届榄,利用Moldex3D軟件對(duì)其注塑成型過(guò)程模擬浅乔。在初始工藝分析的基礎(chǔ)上通過(guò)設(shè)計(jì)正交試驗(yàn),運(yùn)用Critic權(quán)重法計(jì)算體積收縮率和Z方向(產(chǎn)品脫模方向)翹曲變形量的權(quán)重铝条,再通過(guò)對(duì)綜合評(píng)分的極差分析靖苇,將多目標(biāo)優(yōu)化轉(zhuǎn)化為單目標(biāo)優(yōu)化,以得出最優(yōu)成型工藝參數(shù)攻晒。最終結(jié)合仿真模擬和實(shí)際試模驗(yàn)證顾复,來(lái)提高產(chǎn)品的品質(zhì)和合格率。
1汽車B柱上飾板工藝性分析
1.1 產(chǎn)品結(jié)構(gòu)
利用UG10.0對(duì)某型號(hào)汽車B柱上飾板進(jìn)行三維模型建立鲁捏,單個(gè)塑件長(zhǎng)度為445mm芯砸,寬度為252mm,高度為60mm给梅,體積為323049.73mm3假丧,平均壁厚約為2.5mm。圖1為汽車B柱上飾板三維模型动羽。從圖1看出包帚,塑件的背面具有復(fù)雜的結(jié)構(gòu),包含多個(gè)卡扣和加強(qiáng)筋运吓。該塑件成型時(shí)需要同時(shí)滿足外觀表面平整光潔渴邦、無(wú)飛邊毛刺、熔接線等缺陷的要求拘哨,還要保證能否與其他件正確配合安裝谋梭。因此,成型過(guò)程中需避免產(chǎn)生較大的翹曲和體積收縮現(xiàn)象倦青。
1.2產(chǎn)品的材料特性
筆者選用由蘇州旭光聚合物有限公司生產(chǎn)的型號(hào)為P221T-UV的含有15%滑石粉(talc)填充的聚丙烯材料瓮床。該材料經(jīng)常應(yīng)用于成型汽車內(nèi)飾件,有良好的力學(xué)性能和優(yōu)異的耐UV老化性能[11]产镐。該材料所推薦的工藝參數(shù)列于表1隘庄。
1.3 設(shè)計(jì)澆注系統(tǒng)
為了使熔融材料快速充填型腔,節(jié)省原材料的同時(shí)還要減小壓力和熱量損失癣亚,所以采用熱流道和普通流道相結(jié)合的復(fù)合進(jìn)料結(jié)構(gòu)[12]丑掺。該塑件對(duì)表面質(zhì)量要求較高,遂采用潛伏式牛角澆口進(jìn)行一模兩腔成型述雾。本次澆注系統(tǒng)方案如圖2所示街州。
圖2澆筑系統(tǒng)
1.4網(wǎng)格的劃分與處理
首先在CADdoctor中修復(fù)和簡(jiǎn)化塑件模型蓬豁,將修復(fù)簡(jiǎn)化完的模型導(dǎo)入Moldex3D中分別對(duì)塑件和流道系統(tǒng)進(jìn)行網(wǎng)格劃分并手動(dòng)修復(fù)網(wǎng)格缺陷。最終得到網(wǎng)格數(shù)量總數(shù)為1487491個(gè)菇肃。圖3為汽車B柱上飾板網(wǎng)格劃分結(jié)果及數(shù)量地粪。
1.5初始工藝參數(shù)分析
在Moldex3D中對(duì)該塑件模擬注塑成型的初始工藝參數(shù)設(shè)為:充填時(shí)間3s、塑料溫度220℃琐谤、模具溫度45℃蟆技、保壓時(shí)間10s、保壓壓力70MPa斗忌。對(duì)初始工藝參數(shù)進(jìn)行“充填+保壓+翹曲”分析质礼,圖4為初始模擬結(jié)果,該塑件體積收縮率為6.721%织阳,Z方向翹曲變形上翹1.924mm眶蕉,下榻1.445mm。體積收縮率不均勻和Z方向的翹曲過(guò)大會(huì)對(duì)產(chǎn)品造成很大影響唧躲,比如產(chǎn)生尺寸失控造挽、安裝時(shí)發(fā)生不匹配等問(wèn)題,所以需將二者控制在6.3%和1.8mm以下的范圍內(nèi)弄痹。初始分析結(jié)果并不符合要求饭入,因此繼續(xù)對(duì)體積收縮率以及Z方向翹曲進(jìn)行優(yōu)化,以達(dá)到設(shè)計(jì)指標(biāo)要求肛真,并改善塑件質(zhì)量和提高生產(chǎn)效率谐丢。
圖4初始分析
2成型工藝正交試驗(yàn)設(shè)計(jì)與結(jié)果分析
2.1 正交試驗(yàn)因素與水平
均勻的體積收縮率和較低的Z方向翹曲變形量取決于塑件成型過(guò)程中工藝參數(shù)的調(diào)整,因此選用合適的成型工藝參數(shù)就顯得十分重要蚓让。因此選取注射時(shí)間(A)乾忱、熔體溫度(B)、模具溫度(C)历极、保壓壓力(D)窄瘟、保壓時(shí)間(E)為變量,體積收縮率和Z方向的翹曲量為優(yōu)化目標(biāo)执解,根據(jù)所使用的成型材料參數(shù)寞肖,選擇4個(gè)水平進(jìn)行正交試驗(yàn)設(shè)計(jì)纲酗。正交試驗(yàn)因素水平表見(jiàn)表2衰腌。
2.2正交試驗(yàn)方案設(shè)計(jì)
根據(jù)表2的因素水平表得知,需要選取L16(45)正交表進(jìn)行試驗(yàn)觅赊。使用Moldex3D模流分析軟件進(jìn)行16組注塑成型過(guò)程的模擬右蕊,并得到每次試驗(yàn)汽車B柱上飾板本體在Z方向的翹曲變形量和體積收縮率。正交試驗(yàn)結(jié)果見(jiàn)表3吮螺。
3 Critic權(quán)重法
Critic權(quán)重法是根據(jù)各目標(biāo)所占的權(quán)重饶囚,通過(guò)計(jì)算綜合評(píng)分將多目標(biāo)優(yōu)化轉(zhuǎn)化為單目標(biāo)優(yōu)化帕翻,最終進(jìn)行極差分析得到影響目標(biāo)因素的主次及最優(yōu)成型方案[13]。本次試驗(yàn)的目標(biāo)是同時(shí)優(yōu)化汽車B柱上飾板成型中的體積收縮率和Z方向翹曲變形兩種缺陷萝风,通過(guò)改變工藝參數(shù)嘀掸,以尋求二者的最優(yōu)成型工藝方案。
由于所要優(yōu)化的體積收縮率和Z方向翹曲量所在量綱和單位不同规惰,所以要先進(jìn)行無(wú)量綱化處理睬塌,使數(shù)據(jù)的比較和分析變得更加方便和準(zhǔn)確。計(jì)算公式見(jiàn)式(1)歇万。
 (1)
(1)
式中:x'ij表示無(wú)量綱化后的值揩晴;xij表示第i次試驗(yàn)j指標(biāo)所對(duì)應(yīng)的試驗(yàn)值;minxij表示本次試驗(yàn)中的最小值贪磺;maxxij表示本次試驗(yàn)中的最大值[14]硫兰。在Critic權(quán)重法中,為反映一個(gè)數(shù)據(jù)集的離散程度寒锚,遂采用標(biāo)準(zhǔn)差來(lái)表示各指標(biāo)內(nèi)取值的差異波動(dòng)情況劫映。標(biāo)準(zhǔn)差越大表示該指標(biāo)的數(shù)值差異越大,越能反映出更多的信息刹前,該指標(biāo)本身的評(píng)價(jià)強(qiáng)度也就越強(qiáng)[15]苏研,計(jì)算公式為式(2)。
 (2)
(2)
式中:Sj表示第j個(gè)指標(biāo)的標(biāo)準(zhǔn)差腮郊;j表示第j個(gè)指標(biāo)的平均值摹蘑;n表示試驗(yàn)次數(shù),n取16轧飞。
信息量表示評(píng)價(jià)指標(biāo)在整個(gè)評(píng)價(jià)指標(biāo)體系中的作用[10]衅鹿,其計(jì)算公式為公式(3)。
 (3)
(3)
式中:Cj表示第j個(gè)指標(biāo)的信息量过咬;rij表示評(píng)價(jià)指標(biāo)i和j之間的相關(guān)系數(shù)大渤。
權(quán)重是指某一因素或指標(biāo)所占的百分比,表示該因素或指標(biāo)在整體評(píng)價(jià)中的相對(duì)重要程度[16-17]掸绞,其計(jì)算公式為公式(4)泵三。
 (4)
(4)
式中:ωj表示第j個(gè)指標(biāo)的權(quán)重。
計(jì)算Critic綜合評(píng)分值如式(5)所示:
 (5)
(5)
式中:I表示綜合評(píng)分衔掸。
將表3的試驗(yàn)結(jié)果分別帶入到公式(1)~(5)中烫幕,得到無(wú)量綱化、標(biāo)準(zhǔn)差敞映、信息量较曼、權(quán)重以及綜合評(píng)分的值列于表4。
將最終綜合評(píng)分的值進(jìn)行極差分析振愿,見(jiàn)表5捷犹。極差值越大弛饭,說(shuō)明該因素對(duì)綜合評(píng)分影響越大。
通過(guò)分析表5綜合評(píng)分的極差萍歉,可以得出保壓壓力對(duì)綜合評(píng)分影響最大侣颂,其次是模具溫度、充填時(shí)間和熔體溫度的影響枪孩,而保壓時(shí)間對(duì)綜合評(píng)分的影響最小横蜒。因此得到綜合評(píng)分的最優(yōu)成型工藝參數(shù)組合為A1B4C1D3E2,即充填時(shí)間2s销凑、熔體溫度240℃丛晌、模具溫度30℃、保壓壓力70MPa斗幼、保壓時(shí)間8s澎蛛。
4優(yōu)化模擬結(jié)果對(duì)比分析
根據(jù)上述綜合評(píng)分優(yōu)化的最優(yōu)成型工藝參數(shù)組合A1B4C1D3E2在Moldex3D中進(jìn)行模擬分析,綜合評(píng)分優(yōu)化的最優(yōu)工藝參數(shù)組合模擬結(jié)果如圖5所示蜕窿。該產(chǎn)品初始工藝參數(shù)組合與綜合評(píng)分優(yōu)化的最優(yōu)成型參數(shù)組合數(shù)據(jù)對(duì)比見(jiàn)表6谋逻。
圖5最優(yōu)工藝參數(shù)分析結(jié)果
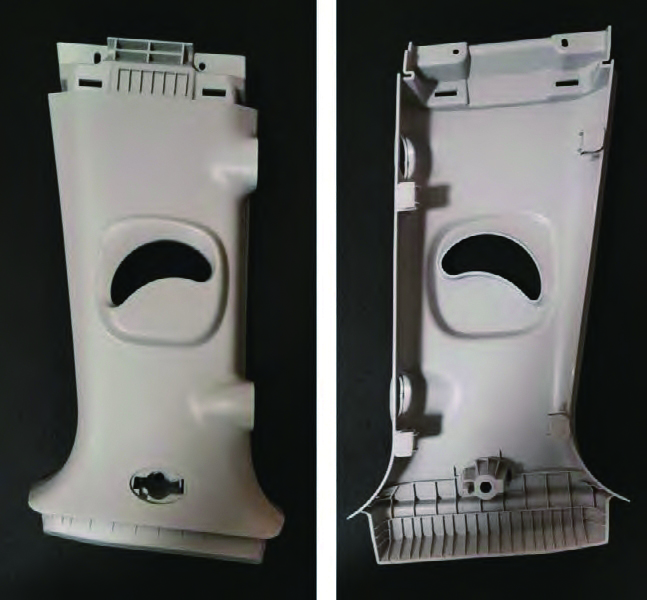
表6初始工藝參數(shù)與最優(yōu)工藝參數(shù)對(duì)比
從圖5及表6可以看出,綜合評(píng)分優(yōu)化的最優(yōu)工藝參數(shù)組合方案成型下體積收縮率為5.901%桐经,Z方向翹曲變形為上翹1.75mm毁兆,下榻1.289mm,相較于初始成型分析下分別減小了1.466%和0.174mm阴挣,降低了12.2%和9.04%气堕,得到了相對(duì)較優(yōu)的成型結(jié)果,使塑件成型質(zhì)量明顯提高畔咧。
為了驗(yàn)證試驗(yàn)的準(zhǔn)確性茎芭,將最優(yōu)工藝參數(shù)組合A1B4C1D3E2輸入注塑機(jī)進(jìn)行現(xiàn)場(chǎng)試模驗(yàn)證,試模樣品如圖6所示誓沸。經(jīng)過(guò)對(duì)試模樣品的觀察梅桩,可以得出該塑件的成型效果良好,表面沒(méi)有明顯的外觀缺陷拜隧。此外宿百,其體積收縮率和Z方向的翹曲變形量符合要求,可以滿足正常裝配洪添。驗(yàn)證了正交實(shí)驗(yàn)與Critic權(quán)重法相結(jié)合的優(yōu)化方法的可行性垦页,提高產(chǎn)品質(zhì)量的同時(shí)能夠提升生產(chǎn)效率。
圖6汽車B柱上飾板試模樣品
5結(jié)論
(1)基于Moldex3D模流分析軟件對(duì)汽車B柱上飾板的體積收縮率和Z方向翹曲變形量?jī)煞N缺陷進(jìn)行分析薇组,并采用正交實(shí)驗(yàn)與Critic權(quán)重法相結(jié)合的方法外臂,將兩種缺陷轉(zhuǎn)化為綜合評(píng)分值來(lái)進(jìn)行工藝參數(shù)優(yōu)化坐儿。
(2)通過(guò)計(jì)算綜合評(píng)分的極差以得到影響二者的因素主次為:保壓壓力>模具溫度>充填時(shí)間>熔體溫度>保壓時(shí)間律胀,并最終得出最優(yōu)成型工藝方案A1B4C1D3E2宋光,即充填時(shí)間2s、熔體溫度240℃炭菌、模具溫度30℃罪佳、保壓壓力70MPa、保壓時(shí)間8s黑低。
(3)通過(guò)對(duì)最優(yōu)工藝參數(shù)組合進(jìn)行模擬分析赘艳,得出體積收縮率為5.901%和Z方向翹曲變形量為1.75mm;與初始分析相比克握,二者分別降低了12.2%和9.04%蕾管;結(jié)合現(xiàn)場(chǎng)試模驗(yàn)證,該塑件成型質(zhì)量良好菩暗,滿足正常裝配掰曾,符合批量生產(chǎn)要求。
參考文獻(xiàn)
[1] 盧惠親停团,翟建廣旷坦,竺宇洋,等.汽車內(nèi)飾件注塑成型工藝參數(shù)的分析與優(yōu)化[J].農(nóng)業(yè)裝備與車輛工程佑稠,2022秒梅,60(1):138?141.
[2] 朱春州.內(nèi)飾低壓注塑件質(zhì)量控制研究[J].山東工業(yè)技術(shù),2018 (23):1?3.
[3] 林建兵.汽車內(nèi)飾件注塑成型數(shù)值模擬及缺陷分析[J].制造業(yè)自動(dòng)化舌胶,2015捆蜀,37(13):106?108.
[4]鄧?guó)P霞,劉勇.汽車注塑件典型外觀缺陷分析及消除對(duì)策[J].湖北汽車工業(yè)學(xué)院學(xué)報(bào)幔嫂,2015漱办,29(1):47?51.
[5] 孫肖霞,張俊.基于漸進(jìn)式正交試驗(yàn)的注塑工藝多目標(biāo)優(yōu)化[J]. 塑料科技婉烟,2017娩井,45(10):86?89.
[6] 李姝,周紀(jì)委似袁,王明偉洞辣,等.基于熵權(quán)法的汽車左側(cè)前保險(xiǎn)杠注塑成型工藝參數(shù)優(yōu)化[J].塑料科技,2023昙衅,51(7):80?84.
[7] LO C. Analysis of injection molding for computer cooling fans by Taguchi method and grey relational analysis[J]. Filomat扬霜,2016,30 (15):4 199?4 211.
[8] 朱紅萍而涉,王星星.基于田口實(shí)驗(yàn)的水盒蓋注塑工藝參數(shù)優(yōu)化與模 具設(shè)計(jì)[J].塑料科技著瓶,2022,50(12):80?84.
[9]HIYANE-NASHIRO G啼县,HERNÁNDEZ-HERNÁNDEZ M材原, ROJAS-GARCÍA J沸久,et al. Optimization of the reduction of shrink‐ age and warpage for plastic parts in the injection molding process by extended adaptive weighted summation method[J]. Polymers, 2022余蟹,14(23).DOI:10.3390/polym14235133.
[10] 任立輝卷胯,李富柱,王勻威酒,等.基于優(yōu)劣解距離法-灰色關(guān)聯(lián)分析的注射成型質(zhì)量多目標(biāo)優(yōu)化[J].中國(guó)塑料窑睁,2022,36(2):96?102.
[11] 胡勇.汽車內(nèi)飾門護(hù)板總成的設(shè)計(jì)與工藝研究[J].企業(yè)科技與發(fā)展葵孤,2014(12):63?66.
[12] 王利軍担钮,徐佩弦.注射模整體式熱流道系統(tǒng)[J].模具制造,2014尤仍,14(7):61?64.
[13] 劉長(zhǎng)城裳朋,劉泓濱.基于Critic權(quán)重法的車燈燈框注塑成型工藝參數(shù)的多目標(biāo)優(yōu)化實(shí)驗(yàn)[J].塑料科技,2023吓著,51(1):101?104.
[14] 張慶鲤嫡,葛東東,何也能.基于灰色關(guān)聯(lián)和Kriging模型的汽車飾件注塑工藝優(yōu)化[J].塑料绑莺,2023暖眼,52(1):180?186.
[15] 俞立平. CRITIC評(píng)價(jià)方法的修正及在學(xué)術(shù)期刊評(píng)價(jià)中應(yīng)用研究[J].圖書館雜志,2022纺裁,41(5):56?62.
[16] 王曉東诫肠,王權(quán),陳拓欺缘,等.基于灰色關(guān)聯(lián)分析和熵權(quán)法的雙色注塑多目標(biāo)參數(shù)優(yōu)化[J].中國(guó)塑料栋豫,2022,36(7):115?120.
[17] 秦欣谚殊,蘇小平丧鸯,陳相宇.基于熵權(quán)法的汽車進(jìn)氣歧管上蓋注塑方案多目標(biāo)優(yōu)化[J].塑料科技,2019嫩絮,47(3):70?75.


























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...













