本文適用于設(shè)備安裝堕扶、維修人員碍脏,確保設(shè)備安裝維修人員能正確調(diào)整螺桿機筒安裝間隙。
具體操作步驟
1) 將前后支撐裝上機筒后與螺桿(裝入機筒)一起放上主機機架稍算,先不裝鎖緊大螺母典尾,搖動前支撐手動搖柄將機筒向分配箱方向移動看機筒止口與分配箱唇口是否在同一水平高度,初步判斷此機筒是否達到加工精度糊探。如圖1所示钾埂。
2) 將分配箱內(nèi)分配軸花鍵套去掉,用刀口直尺測量螺桿柄部花鍵與分配軸花鍵是否平行(前后左右)科平。在機筒前后支撐處增減銅墊片調(diào)節(jié)至兩花鍵軸在同一水平位置勃教。如圖2所示。
?
3) 將螺桿花鍵裝入分配箱分配軸花鍵套中后手動盤動電動機旋轉(zhuǎn)角度后拆掉花鍵套重復(fù)以上測量步驟,直至在任意角度都在同一水平位置(控制在誤差范圍0.05mm以內(nèi))匠抗。
4) 將螺桿頂軸裝入螺桿(不加墊片)。如圖3所示污抬。
5) 將螺桿花鍵裝入分配箱分配軸花鍵套中后用螺桿頂板將兩根螺桿往分配箱方向推至底部頂死汞贸,然后拆下螺桿頂板。如圖4所示
6) 將百分表置于機筒小端印机,把探針頭放在一根螺桿頭部(例如左螺桿)后把表位調(diào)整至零位矢腻。
7) 用銅撬棒在下料口將右螺桿頂住在底部(保持螺桿頂軸端面與分配軸端面接觸貼合),固定不動。
8) 用銅撬棒將左螺桿往機頭方向頂,至不能移動為止,然后在百分表上讀出表顯數(shù)值a1射赛。
9) 用同樣的方法將兩根螺桿推至分配箱分配軸頂部多柑,頂死左螺桿撬動右螺桿然后在右螺桿頭部讀出表顯數(shù)值b1。
10) 手動盤動電動機旋轉(zhuǎn)180度后重復(fù)以上步驟讀出表顯數(shù)值a2楣责、b2.竣灌。
11) 計算左右螺桿墊片厚度相差值:假使測值a1=1.8mm、a2=2mm秆麸、b1=1.6mm初嘹、b2=1.8mm
左螺桿平均竄動量:(a1+a2)/2=(1.8+2)/2=1.9mm
右螺桿平均竄動量:(b1+b2)/2=(1.6+1.8)/2=1.7mm
左右螺桿墊片厚度相差值:1.9-1.7=0.2mm。則表示左螺桿在加墊片時要比右螺桿多加0.1mm厚度沮趣。
12) 測量機筒螺桿總間隙:將左右兩根螺桿(未裝墊片)往分配箱方向推至底部頂死, 將百分表置于機筒小端屯烦,把探針頭放在任意一根螺桿頭部后把表位調(diào)整至零位。同時在下料口處撬動左右螺桿往機頭方向頂死, 然后在百分表上讀出表顯數(shù)值C(此值為螺桿在機筒內(nèi)的最大竄動量)房铭。
下表為型材錐雙主機安裝時軸向建議參考尺寸:

下表為管材錐雙主機安裝時軸向建議參考尺寸:

下表為片材雙主機安裝時軸向建議參考尺寸:

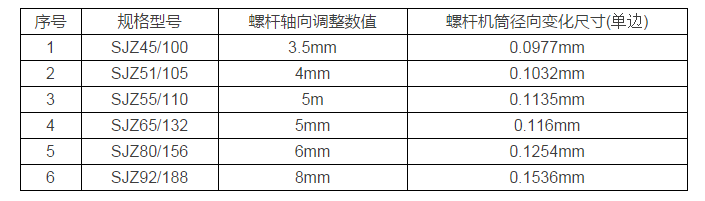
不同規(guī)格錐雙主機螺桿軸向竄動1mm螺桿機筒徑向變化尺寸:

下表為型材錐雙主機安裝時徑向建議參考尺寸:

下表為管材錐雙主機安裝時徑向建議參考尺寸:

下表為片材雙主機安裝時徑向建議參考尺寸:
(文章來源于網(wǎng)絡(luò))




























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





