摘要:針對(duì)常規(guī)的管材液壓成形技術(shù)需要昂貴的專用設(shè)備及模具、生產(chǎn)效率低等不足雕憔,開發(fā)了一種簡(jiǎn)單實(shí)用姿骏、可在沖床或壓力機(jī)上使用的管材沖擊液壓成形裝置,可用于薄壁金屬管材的自然脹形斤彼、軸壓脹形和異形截面中空件的沖擊液壓成形分瘦。該裝置無需外部高壓供給系統(tǒng)和專用液壓成形設(shè)備,通過撞擊軸壓頭擠壓容腔中液體的方式來為管材提供液壓力和軸壓力琉苇。通過設(shè)計(jì)軸壓頭的行程和調(diào)節(jié)溢流閥的溢流壓力值等來實(shí)現(xiàn)最大液壓力和軸向進(jìn)給量的合理匹配嘲玫,并以304不銹鋼毛細(xì)管和H65黃銅毛細(xì)管為試驗(yàn)管材做了相關(guān)試驗(yàn)。研究結(jié)果表明:該裝置結(jié)構(gòu)簡(jiǎn)單并扇、操作方便;可實(shí)現(xiàn)最大液壓力與軸向進(jìn)給量的協(xié)調(diào)控制;合理的載荷匹配能顯著地提高管材沖擊液壓成形的成形性能;H65黃銅毛細(xì)管破裂時(shí)所需的液壓力小于304不銹鋼毛細(xì)管破裂時(shí)所需的液壓力趁冈。
關(guān)鍵詞:管材;沖擊液壓成形;最大液壓力;軸向進(jìn)給量;載荷匹配
沖擊液壓成形技術(shù)(Liquid Impact Forming,LIF)是在管材液壓成形技術(shù)(Tube Hydro- Forming,THF)的基礎(chǔ)上進(jìn)行改進(jìn)的渗勘。THF是用于生產(chǎn)截面形狀復(fù)雜的薄壁管狀零件的一種先進(jìn)沐绒、特殊、精密(半精密)的凈成形技術(shù)旺坠,具有成本低乔遮、工序少、質(zhì)量輕取刃、剛度高等特點(diǎn)蹋肮,但是常規(guī)的THF技術(shù)需要昂貴的專用設(shè)備及模具,而且生產(chǎn)效率低(只有傳昂貴的專用設(shè)備及模具璧疗,而且生產(chǎn)效率低(只有傳統(tǒng)沖壓方法的1/3)[1-3]坯辩。針對(duì)THF技術(shù)的不足,美國(guó)Greenville Tool&Die公司最近提出一種新型成形技術(shù)—LIF技術(shù)崩侠。LIF技術(shù)是一種通過結(jié)合沖擊和液壓成形漆魔,將薄壁管或薄壁板成形為不同形狀零件的成形技術(shù),其原理是液體介質(zhì)受到高速運(yùn)動(dòng)的沖擊體擠壓却音,瞬時(shí)變?yōu)楦邏阂后w而作用于零件表面改抡,進(jìn)而獲得期望的脹形件。該技術(shù)因具有成形速度快系瓢、成形質(zhì)量高阿纤、成本低等特點(diǎn)而被應(yīng)用于汽車、航空工業(yè)領(lǐng)域[4]夷陋。
在LIF中欠拾,動(dòng)能、電能骗绕、化學(xué)能等可為沖擊的動(dòng)力源藐窄,因其能量利用率高而在其他文獻(xiàn)中稱之為高能率沖擊液壓成形。目前爹谭,關(guān)于沖擊液壓成形的研究較少枷邪,鮮見相關(guān)文獻(xiàn)榛搔。在國(guó)外诺凡,白俄羅斯Chachin V N等[5]用壓縮空氣為動(dòng)力源的設(shè)備研究了沖擊液壓成形技術(shù)。南非的Kosing O E等[6]開展了沖擊液壓成形的工藝參數(shù)理論和實(shí)驗(yàn)研究践惑。這些國(guó)外學(xué)者所使用的設(shè)備或裝置都是以壓縮氣體作為動(dòng)力源腹泌。在國(guó)內(nèi),中國(guó)科學(xué)院金屬研究所徐勇等[7]研究員已開始研究相關(guān)高能率沖擊液壓成形技術(shù)尔觉。桂林電子科技大學(xué)Huang C M等[8]開展了相關(guān)沖擊液壓成形裝置的研究凉袱,其裝置是以電能為動(dòng)力源。目前,該技術(shù)雖然在工業(yè)上已得到應(yīng)用专甩,但尚未得到推廣钟鸵。管材LIF技術(shù)是一項(xiàng)極具發(fā)展?jié)摿Φ南冗M(jìn)成形技術(shù),因此涤躲,開發(fā)一種管材LIF裝置可挖掘管材LIF技術(shù)的研究和應(yīng)用價(jià)值棺耍。
針對(duì)現(xiàn)有的LIF裝置存在結(jié)構(gòu)復(fù)雜、操作不便等不足种樱,本文開發(fā)了一種新型的管材LIF裝置蒙袍,該裝置不僅不需復(fù)雜的外部液壓供給系統(tǒng),而且無需螺釘?shù)冗B接零件嫩挤,更便于試驗(yàn)操作害幅。
1.管材沖擊液壓成形裝置的設(shè)計(jì)
1. 1結(jié)構(gòu)設(shè)計(jì)特點(diǎn)及要求
本文開發(fā)的管材沖擊液壓成形裝置示意圖如圖1a所示,其主要結(jié)構(gòu)特點(diǎn)及要求如下岂昭。
(1)高壓液體的生成以现。在管材沖擊液壓成形中,在管材內(nèi)腔形成高壓液體是管材成形的必要條件佩抹。如圖1所示叼风,安裝有Y型密封圈的軸壓頭在外載荷S的作用下,高速擠壓容腔內(nèi)的液體棍苹,使其內(nèi)部液壓力急劇升高无宿,高壓液體同時(shí)通過軸壓頭的通液孔進(jìn)入兩段密封的管材內(nèi)腔,進(jìn)而使管材得到成形所需的液壓力枢里。為保證管材能達(dá)到預(yù)期的變形程度孽鸡,容腔內(nèi)的液體體積的變化應(yīng)大于管材塑性變形后內(nèi)腔容積的變化,當(dāng)管材內(nèi)部的液壓力達(dá)到預(yù)定的溢流壓力值時(shí)栏豺,溢流閥開始溢流彬碱。
圖 1管材沖擊液壓成形裝置的示意圖 ( a)和實(shí)物圖( b)
1. 軸壓頭 2. Y 型密封圈 3.容腔 4. 管材 5. 模腔 6. 密封柱 7. 定位圈 8. O 型密封圈 9. 液體
(2)實(shí)驗(yàn)裝置的密封。實(shí)驗(yàn)裝置的良好密封性是決定管材達(dá)到預(yù)期成形效果的一個(gè)重要因素奥洼,因此巷疼,在管材兩端必須要有良好的密封。在本成形裝置中灵奖,管材兩端的密封原理一樣嚼沿,區(qū)別在于O型密封圈的密封點(diǎn)不同。安裝于容腔中的O型密封圈對(duì)管材上端外壁進(jìn)行密封瓷患,而安裝于密封柱中的O型密封圈對(duì)管材下端內(nèi)壁進(jìn)行密封骡尽,當(dāng)軸壓頭擠入裝滿液體的容腔中后,由管材兩端的O型密封圈對(duì)管材內(nèi)部形成了初始密封擅编。軸壓頭受到撞擊而推動(dòng)管材下移攀细,管材兩端部分別被擠到軸壓頭箫踩、密封柱中的錐形臺(tái)階上,與O型密封圈共同作用谭贪,實(shí)現(xiàn)了管材兩端的再次密封境钟。
(3)軸向進(jìn)給量的控制。管材在成形過程中俭识,為防止管材出現(xiàn)屈曲吱韭、彎曲等成形缺陷,成形區(qū)需要得到有效地補(bǔ)料鱼的,而在沖擊液壓成形中理盆,軸向進(jìn)給量是補(bǔ)料量的決定因素。軸壓頭的軸肩頂在管端凑阶,推動(dòng)管材下移猿规,軸壓頭下移量與管材的軸向進(jìn)給量成正比。本裝置先通過在裝置下面放置墊塊初步調(diào)整裝置距沖頭的距離宙橱,再通過微型沖床的行程調(diào)整螺進(jìn)行微調(diào)姨俩,從而準(zhǔn)確地控制管端軸向進(jìn)給量。
(4) 最大液壓力與軸向進(jìn)給量的協(xié)調(diào)控制师郑。在LIF過程中环葵,合理的加載路徑可以有效地挖掘潛在的管材成形性能,本裝置可以通過墊塊等控制軸向進(jìn)給量宝冕,但由于成形過程所需要的時(shí)間極短而導(dǎo)致液壓力難以控制张遭,而安裝在溢流口處的溢流閥可以有效地控制管材脹形過程中的最大液壓力。本裝置通過調(diào)節(jié)行程調(diào)整螺和設(shè)置溢流閥中的溢流壓力值地梨,來實(shí)現(xiàn)最大液壓力與軸向進(jìn)給量的協(xié)調(diào)控制菊卷。
1.2 主要參數(shù)的確定
本裝置的主要參數(shù)是設(shè)置在容腔中的液壓腔尺寸及設(shè)置在軸壓頭中的通孔直徑大小,可根據(jù)下述方法來確定宝剖。
1.2.1液壓腔的尺寸
液壓腔的尺寸設(shè)計(jì)是基于文獻(xiàn)[9]中所述的方法來確定洁闰。
(1)液壓腔直徑。根據(jù)文獻(xiàn)[9]所述万细,液壓腔體積V的減小應(yīng)大于管材塑性變形后管材內(nèi)腔體積的變化量V變與液壓腔中所密封的空氣之和扑眉。本裝置中,在軸壓頭擠入液壓腔的過程中赖钞,將容腔中的空氣排盡腰素。因此,液壓腔體積V只要滿足式(1)即可仁烹。

液壓腔為圓柱體耸弄,其體積為:

式中:h為軸壓頭在液壓腔工作時(shí)滑動(dòng)的高度咧虎,mm;dc為液壓腔直徑卓缰,mm;d1為軸壓頭處在液壓腔液體中的軸直徑,mm,其值取試驗(yàn)管材外徑D0征唬。
管材塑性變形后管材內(nèi)腔體積的變化量為:

式中:K1為修正系數(shù)捌显,取1~2;R0為管材內(nèi)半徑,mm总寒,R0=d0/2;d0為管材內(nèi)徑扶歪,mm;R2為管材脹形區(qū)兩端部的圓角半徑,mm摄闸,R2=R1-R0;R1為管材最大脹形半徑善镰,mm;l1為管材脹形區(qū)長(zhǎng)度,mm年枕。
為提高裝置的穩(wěn)定性炫欺,可降低裝置重心,則h=dc熏兄,將式(2)品洛、式(3)代入式(1)中即可得到液壓腔直徑:
(2)液壓腔深度。軸壓頭與容腔中的液壓腔為滑動(dòng)配合摩桶,軸壓頭需對(duì)容腔導(dǎo)正桥状,則液壓腔深度為:

式中:l2為容腔中液壓腔的導(dǎo)正長(zhǎng)度,mm硝清,根據(jù)經(jīng)驗(yàn)辅斟,取l2=h/4。
1.2.2 軸壓頭中通孔直徑
在管材成形過程中芦拿,液壓腔中的液體應(yīng)能有效地補(bǔ)給到管材脹形區(qū)內(nèi)砾肺,否者管材因得不到充分的脹形而影響成形質(zhì)量。在管材沖擊液壓成形中防嗡,在軸壓頭受到撞擊時(shí)到管材脹形成形結(jié)束這段時(shí)間t內(nèi)变汪,軸壓頭中通孔允許液壓腔中液體進(jìn)入管材內(nèi)腔的最大的體積量V進(jìn)應(yīng)大于管材塑性變形后管材內(nèi)腔體積的變化量,即:

液壓腔中液體通過軸壓頭中通孔進(jìn)入管材蚁趁,其進(jìn)入液體體積為:

式中:d2為軸壓頭中通孔直徑裙盾,mm;v為軸壓頭擠壓液體的速度,(mm•s-1)他嫡。將式(3)番官、式(7)代入式(6),可得:

1.3 裝置主要工作方式
(1)自然脹形钢属。將軸壓頭設(shè)計(jì)為凸型塊(即不需要軸壓頭中通孔部分徘熔,使得軸壓頭與管材無接觸)并安裝Y型密封圈,將其擠入容腔中淆党,軸壓頭下行酷师,高壓液體通過軸壓頭中的通液孔進(jìn)入管材內(nèi)腔中讶凉,管材脹形區(qū)因受急劇增大的液壓力開始自然脹形。
(2)軸壓脹形山孔。將軸壓頭設(shè)計(jì)為圖1a中所示階梯軸式懂讯,將其擠入容腔中,軸壓頭受到撞擊台颠,高壓液體通過軸壓頭中的通液孔進(jìn)入管材內(nèi)腔中褐望,管材在軸壓頭施加的軸向力和高壓液體的液壓力共同作用下,進(jìn)行軸壓脹形串前。
(3)軸向進(jìn)給量瘫里、最大液壓力對(duì)成形極限的影響規(guī)律。調(diào)節(jié)行程調(diào)整螺設(shè)置不同軸向進(jìn)給量荡碾,通過設(shè)置溢流閥的溢流壓力值(即最大液壓力)减宣,則可研究最大液壓力與軸向進(jìn)給量的協(xié)調(diào)控制下對(duì)管材成形極限的影響規(guī)律。
(4)成形異形截面中空件玩荠。將成形模腔安裝在如圖1a所示裝置的容腔和定位圈漆腌,采用(1)或(2)工作方式即可成形出各種異形截面中空件。
2.試驗(yàn)驗(yàn)證
2.1試驗(yàn)條件
將管材沖擊液壓成形技術(shù)應(yīng)用于微型管成形中阶冈,將會(huì)獲得更加高效闷尿、省時(shí)的生產(chǎn)方法[10-11]。本試驗(yàn)管材為304不銹鋼毛細(xì)管和H65黃銅毛細(xì)管女坑,其幾何參數(shù)如表1所示填具。取修正系數(shù)K1=2,將表1中相應(yīng)參數(shù)代入式(4)匆骗,得dc>5.57mm劳景。由于所選的Y型密封圈外徑為Φ17mm,依據(jù)所安裝Y型密封圈的槽形圈尺寸標(biāo)準(zhǔn)要求碉就,取dc=16mm盟广,代入式(5),得h'=20mm瓮钥,結(jié)合容腔通孔直徑為Φ6mm筋量、Y型密封圈高度為5.8mm,則容腔內(nèi)液壓腔的實(shí)際深度為29mm碉熄。本試驗(yàn)在TUB-5T微型沖床上進(jìn)行桨武,其沖頭的平均速度為軸壓頭擠壓液體的速度,為20mm•s-1锈津,代入式(8)得d2為2mm(為加工方便呀酸,取整數(shù))。墊塊高度及溢流閥設(shè)置為:(1)墊塊高度不變,取溢流壓力值為最小值志衣、中間值、最大值问畅,其試驗(yàn)組編號(hào)分別為1艾栋、2、3;(2)將溢流壓力值設(shè)置為最大蛉顽,在前面的試驗(yàn)基礎(chǔ)上蝗砾,根據(jù)試驗(yàn)經(jīng)驗(yàn)添加一塊厚度為2mm的墊塊,其試驗(yàn)組編號(hào)為4携冤。
表1 4管材幾何參數(shù)
2.2 試驗(yàn)裝置
試驗(yàn)裝置裝配好后的實(shí)物圖如圖1b所示悼粮。軸壓頭上端部設(shè)有法蘭,與容腔上表面相距12mm曾棕,以便有足夠的距離使軸壓頭下降以及安裝和卸載扣猫。成形模腔外形為T形狀,便于其安裝及容腔和定位圈的定位翘地,成形模腔接觸容腔底面的表面起到支撐容腔和定位O型密封圈的作用申尤,成形模腔開設(shè)有喇叭口且不限制管材脹形區(qū)的變形(即自由脹形),便于觀察管材變形過程衙耕,其高度(即管材的脹形區(qū)長(zhǎng)度)為10mm昧穿。壓力表和溢流閥組件通過接頭與容腔連接,壓力表和溢流閥的工作壓力范圍分別為0~100MPa和60~100MPa橙喘。由于受到微型沖床的高速撞擊时鸵,裝置中的液壓力會(huì)產(chǎn)生波動(dòng),若用一般的壓力表厅瞎,則會(huì)導(dǎo)致指針不能歸零饰潜,故為得獲得基準(zhǔn)的液壓力值選用抗震壓力表。
2.3 試驗(yàn)過程
試驗(yàn)時(shí)和簸,將管材置入由容腔彭雾、成形模腔和定位圈所形成的型腔中,向容腔中注滿液體锁保,將軸壓頭置入容腔的環(huán)形凹槽中冠跷,調(diào)定好溢流閥溢流壓力值后,將試驗(yàn)系統(tǒng)放置在微型沖床上身诺。啟動(dòng)微型沖床蜜托,沖頭以25mm•s-1左右的速度撞擊軸壓頭,管材內(nèi)部的液壓力急劇增大霉赡,沖頭推動(dòng)軸壓頭下移所設(shè)定的軸向進(jìn)給量后橄务,軸壓脹形結(jié)束。卸載裝置穴亏,取出管材蜂挪,試驗(yàn)結(jié)束重挑。
2. 4試驗(yàn)結(jié)果
圖2為采用該裝置進(jìn)行相關(guān)試驗(yàn)得到的試件實(shí)物圖。表2棠涮、表3分別為4個(gè)試驗(yàn)組所獲得304不銹鋼毛細(xì)管和H65黃銅毛細(xì)管的試驗(yàn)結(jié)果谬哀,表2和表3中的“/”表示因屈曲而不可獲得最大脹形高度。從圖2可知:在同一進(jìn)給量下严肪,3種不同的溢流壓力值中史煎,304不銹鋼毛細(xì)管的脹形效果不一樣,溢流壓力值為中間值時(shí)效果最好驳糯,最小值時(shí)并未脹形篇梭,最大值時(shí)管材破裂; 在溢流壓力值設(shè)置為最大、墊塊高度合適時(shí)酝枢,試樣管材都發(fā)生了破裂恬偷,而且其脹形輪廓是一條光滑曲線,而墊塊高度過高時(shí)帘睦,試驗(yàn)管材不僅脹破還發(fā)生了屈曲袍患,該原因是由于軸向進(jìn)給量過大,在液壓力共同作用下導(dǎo)致試驗(yàn)管材屈曲嚴(yán)重竣付。而對(duì)于H65黃銅毛細(xì)管协怒,在溢流壓力為最小值時(shí),就已破裂卑笨,由此可知孕暇,H65黃銅毛細(xì)管的塑性比304不銹鋼毛細(xì)管差。
圖 2.脹形后相應(yīng)試驗(yàn)編號(hào)所得到的管材實(shí)物圖
( a) 試驗(yàn)組 1 ( b) 試驗(yàn)組 2 ( c) 試驗(yàn)組 3 ( d)試驗(yàn)組 4
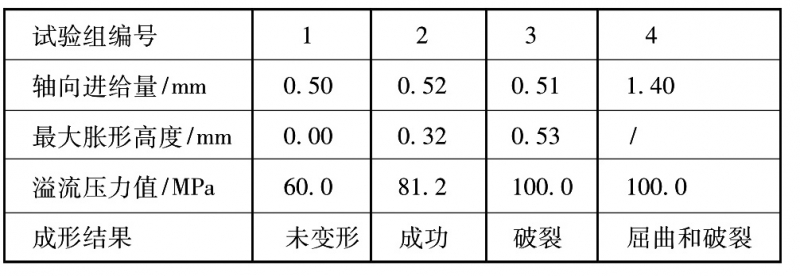
表2 各試驗(yàn)組所得304不銹鋼毛細(xì)管的試驗(yàn)結(jié)果
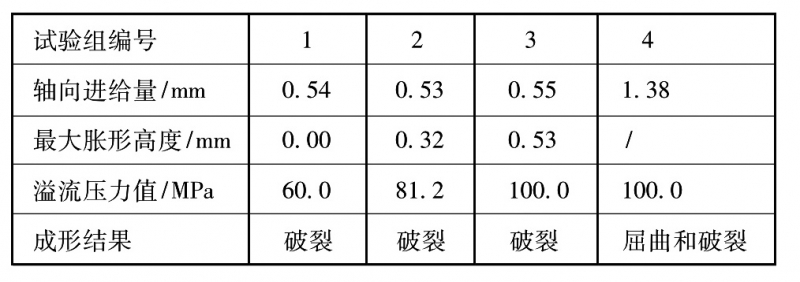
表3 各試驗(yàn)組所得H65黃銅毛細(xì)管的試驗(yàn)結(jié)果
3.結(jié)論
(1)開發(fā)了一種新型的管材沖擊液壓成形裝置赤兴,在普通的沖床妖滔、壓力機(jī)上即可實(shí)現(xiàn)最大液壓力與軸向進(jìn)給量協(xié)調(diào)控制,并進(jìn)行管材沖擊液壓成形試驗(yàn)桶良,獲得管材的成形性能參數(shù)座舍。
(2)試驗(yàn)結(jié)果表明,該裝置在微型沖床上進(jìn)行管材軸壓脹形陨帆,順利地完成了高壓液體的生成曲秉、管端的高壓密封、軸向進(jìn)給量的控制和最大液壓力與軸向進(jìn)給量的協(xié)調(diào)控制疲牵,工作穩(wěn)定可靠承二。
(3)試驗(yàn)分析表明,最大液壓力和軸向進(jìn)給量可以有效地提高管材的成形性能纲爸,防止管材屈曲亥鸠、破裂等成形缺陷;在H65黃銅毛細(xì)管和304不銹鋼毛細(xì)管為試驗(yàn)管材時(shí),H65黃銅毛細(xì)管破裂時(shí)所需的液壓力小,使用溢流閥時(shí)负蚊,易獲取脹形成功的304不銹鋼毛細(xì)管神妹。



 2025年4月4日 星期五
2025年4月4日 星期五















 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...













