摘要:針對(duì)方金屬板材在成形過(guò)程中易破裂問(wèn)題,以方錐臺(tái)為試驗(yàn)制件芹枷,設(shè)計(jì)響應(yīng)曲面試驗(yàn)方案衅疙,對(duì)多點(diǎn)漸進(jìn)成形過(guò)程進(jìn)行數(shù)值模擬,借助Design?Expert鸳慈,將成形工具頭直徑饱溢、進(jìn)給量、成形角走芋、板厚作為分析因子绩郎,厚度減薄率φ與成形深度h作為響應(yīng)因子,建立多元回歸破裂預(yù)測(cè)模型翁逞,對(duì)預(yù)測(cè)模型得到的最優(yōu)與最差工藝參數(shù)進(jìn)行數(shù)值模擬與試驗(yàn)肋杖,并對(duì)得到的結(jié)果進(jìn)行對(duì)比分析。結(jié)果表明:預(yù)測(cè)結(jié)果挖函、數(shù)值模擬結(jié)果兽愤、試驗(yàn)結(jié)果在數(shù)值上非常接近,以方錐臺(tái)為對(duì)象構(gòu)建的破裂預(yù)測(cè)模型挪圾,可用于金屬板材破裂的預(yù)測(cè),提高金屬制件成形質(zhì)量逐沙。
關(guān)鍵詞:多點(diǎn)漸進(jìn)成形哲思;預(yù)測(cè)模型;響應(yīng)曲面吩案;數(shù)值模擬
DOI:10.15938/j.jhust.2018.01.005
中圖分類(lèi)號(hào):TG306 文獻(xiàn)標(biāo)志碼:A
文章編號(hào):1007-2683(2018)01-0023-07
引言
破裂是金屬板材在漸進(jìn)成形過(guò)程中最常見(jiàn)的問(wèn)題[1]棚赔。針對(duì)該問(wèn)題,國(guó)內(nèi)外眾多學(xué)者對(duì)板材破裂進(jìn)行了大量的研究徘郭。李軍超等[2]通過(guò)采用均布策略和順逆相間的加工方式靠益,有效的避免了在數(shù)值模擬過(guò)程中由于采用G代碼加工軌跡所造成的板材破裂等失穩(wěn)現(xiàn)象。文[3-4]闡述了縮頸在單點(diǎn)漸進(jìn)成形中的產(chǎn)生残揉,并對(duì)比了兩點(diǎn)和單點(diǎn)漸進(jìn)成形這兩種成形工藝下制件的成形精度和成形極限胧后,指出破裂成形極限曲線相比傳統(tǒng)的成形極限曲線更能準(zhǔn)確的描述破裂。Duc?ToanNguyen等[5-6]結(jié)合混合硬化法則和Oyane韌性破裂準(zhǔn)則通過(guò)數(shù)值模擬探討了工具頭直徑和下壓量對(duì)鎂合金韌性斷裂的影響抱环,發(fā)現(xiàn)混合硬化法則能更加準(zhǔn)確的預(yù)測(cè)成形極限壳快。Ja?cobSmith等[7]通過(guò)對(duì)比SPIF和ADSIF兩種成形工藝纸巷,發(fā)現(xiàn)ADSIF板材破裂的產(chǎn)生要滯后于單點(diǎn)漸進(jìn)成形。李磊等[8]通過(guò)四組破裂仿真和試驗(yàn)所得到的應(yīng)力應(yīng)變數(shù)據(jù)眶痰,有效的預(yù)測(cè)了LY12(M)硬質(zhì)鋁板的成形極限瘤旨。
本文采用了響應(yīng)曲面法,建立多元回歸方程竖伯,提出一種多參數(shù)預(yù)測(cè)金屬板材破裂的預(yù)測(cè)模型存哲。并將成形深度h作為評(píng)價(jià)指標(biāo),對(duì)以成形深度h為數(shù)學(xué)模型建立的過(guò)程進(jìn)行詳細(xì)分析七婴。并對(duì)破裂預(yù)測(cè)模型進(jìn)行驗(yàn)證和尋優(yōu)祟偷,通過(guò)試驗(yàn)和數(shù)值模擬的結(jié)果來(lái)驗(yàn)證預(yù)測(cè)模型及尋優(yōu)所得的工藝參數(shù)組合的正確性。
1本姥、試驗(yàn)?zāi)P图胺桨?/strong>
1.1 試驗(yàn)?zāi)P?/strong>
以方錐臺(tái)制件為目標(biāo)成形件肩袍,制件形狀參數(shù)毛胚邊長(zhǎng)L0=300mm、成形區(qū)最大邊長(zhǎng)L=200mm婚惫、高度H=60mm氛赐、成形角θ=45°,方錐臺(tái)制件示意圖如圖1所示先舷。
圖1方錐臺(tái)制件示意圖
1.2?試驗(yàn)方案設(shè)計(jì)
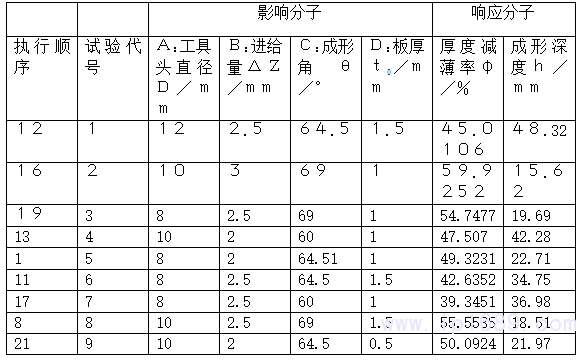
將成形工具頭直徑D?進(jìn)給量ΔZ?成形角θ?板厚t0作為分析因子艰管,將厚度減薄率Φ和成形深度h作為響應(yīng)因子[9]?由于漸進(jìn)成形工藝中進(jìn)給速度v對(duì)成形質(zhì)量影響較小[10],在節(jié)省時(shí)間的前提下蒋川,進(jìn)給速度v設(shè)置為2500mm/min?
采用BBD工具箱來(lái)進(jìn)行試驗(yàn)設(shè)計(jì)尋優(yōu)牲芋,根據(jù)前期研究可知當(dāng)方錐臺(tái)制件成形到15mm,韌性值I=4時(shí)[11]捺球,能夠較好的預(yù)測(cè)制件的破裂情況?因此當(dāng)方錐臺(tái)制件成形到15mm時(shí)缸浦,統(tǒng)計(jì)制件厚度減薄率φ;當(dāng)制件韌性值I=4時(shí),統(tǒng)計(jì)制件成形深度h氮兵,如表1所示?
表1試驗(yàn)設(shè)計(jì)
2裂逐、破裂預(yù)測(cè)模型建立
2.1.響應(yīng)模型方差分析
選取二次方模型作為成形深度h的響應(yīng)模型,并對(duì)成形深度h二次方差響應(yīng)模型進(jìn)行方差分析,具體如表2?
表2模型的方差分析
由表2可知泣栈,F(xiàn)值為43.07意味該模型是顯著的卜高,同時(shí)P>F值小于0.0001,表明模型只有0.01%的機(jī)會(huì)受到外界較大的干擾南片,因而該響應(yīng)模型可靠?C和B2的“P>F”值均小于0.0001掺涛,表明在板材多點(diǎn)漸進(jìn)成形中,成形角和進(jìn)給量對(duì)方錐臺(tái)制件所能達(dá)到的成形深度影響最大;一次項(xiàng)中各因素的“P>F”值從小到大排列依次為:C



















 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車(chē)功能鍵觸摸蓋I...
汽車(chē)功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...













