●摘要:實(shí)際生產(chǎn)中贸宏,聚丙烯裝置擠壓造粒機(jī)易出現(xiàn)切刀損傷現(xiàn)象,導(dǎo)致不合格粒料出現(xiàn)磕洪,可引發(fā)客戶質(zhì)量投訴吭练,造成一定的經(jīng)濟(jì)損失。延長切刀使用壽命析显,不僅保證了造粒外觀質(zhì)量鲫咽,而且節(jié)約了切刀材料費(fèi)用,維持了擠壓機(jī)長周期生產(chǎn)谷异,從而達(dá)到降本增效的目的分尸。研究了切刀使用壽命的影響因素,包括造粒工藝歹嘹、PP牌號及聚合工藝等箩绍。為了延長切刀使用壽命,可采取以下改進(jìn)方案:調(diào)整造粒工藝時荞下,應(yīng)關(guān)注切刀電流的變化伶选;綜合調(diào)整切粒水溫度史飞、模板溫度及筒體溫度,使熔融料具有合適的切粒硬度仰税;通過優(yōu)化聚合工藝构资,切牌號時減少過渡料的生產(chǎn)量,同牌號時保持粉料的物性穩(wěn)定陨簇。
中韓(武漢)石油化工有限公司聚丙烯(PP)裝置于2013年6月8日建成投產(chǎn)吐绵,裝置采用中國石化第二代(ST-Ⅱ)環(huán)管法聚丙烯工藝,該工藝采用雙環(huán)管聚合反應(yīng)器河绽,生產(chǎn)均聚物或共聚物己单;擠壓造粒單元采用日本制鋼所(JSW)生產(chǎn)的雙螺桿擠壓機(jī)。造粒機(jī)是擠壓機(jī)的重要組成部分耙饰,實(shí)際生產(chǎn)中纹笼,造粒機(jī)易出現(xiàn)切刀損傷現(xiàn)象,導(dǎo)致造粒過程中出現(xiàn)不合格粒料苟跪。延長切刀使用壽命廷痘,不僅保證了造粒的外觀質(zhì)量,而且節(jié)約了切刀材料費(fèi)用件已,同時減少了因更換切刀導(dǎo)致的擠壓機(jī)停車次數(shù)笋额。因此,研究切刀使用壽命的影響因素就顯得十分必要篷扩。
1.切刀損傷簡介
PP粉料及添加劑經(jīng)過擠壓機(jī)筒體中雙螺桿的輸送混煉后兄猩,以熔融態(tài)通過模板,然后由切刀在循環(huán)水中造粒鉴未。切刀以一定轉(zhuǎn)速進(jìn)行水下切粒枢冤,由進(jìn)刀風(fēng)壓及退刀風(fēng)壓調(diào)節(jié)切刀與模板的接觸緊密程度,以生產(chǎn)外觀合格的粒料铜秆。然而掏导,在長期連續(xù)生產(chǎn)中,會出現(xiàn)不同形式的切刀損傷羽峰,包括切刀磨損趟咆、切刀鈍化及變形、切刀斷裂等梅屉。其中值纱,正常生產(chǎn)時,切刀磨損及鈍化是最常見的現(xiàn)象坯汤;生產(chǎn)波動時虐唠,切刀易發(fā)生纏刀現(xiàn)象(見圖1),清理包覆于切刀的樹脂易使刀刃鈍化及變形惰聂。為了延長切刀使用壽命疆偿,應(yīng)對切刀磨損及纏刀現(xiàn)象予以重點(diǎn)關(guān)注咱筛。
切刀磨損量正比于切刀接觸壓力與切刀轉(zhuǎn)速的乘積[1]。切刀磨損量是通過切刀位置減小值來衡量杆故,當(dāng)切刀位置減小值達(dá)2mm時就需更換切刀迅箩。切刀位置減小值需在較長的時間內(nèi)才能體現(xiàn),而切刀電流在一定程度上能實(shí)時反映造粒工藝對切刀磨損的影響处铛。一般地饲趋,切刀電流較大時,表明切刀與模板緊密接觸使摩擦阻力增大撤蟆,或者切刀轉(zhuǎn)速較高使摩擦次數(shù)增加奕塑,導(dǎo)致單位時間內(nèi)切刀磨損加快。故調(diào)整造粒工藝時家肯,應(yīng)關(guān)注切刀電流的變化龄砰。
圖1纏刀現(xiàn)象
2.影響因素
2.1造粒工藝
切刀接觸壓力是由進(jìn)刀風(fēng)壓與退刀風(fēng)壓共同調(diào)節(jié)的。進(jìn)刀風(fēng)壓增加讨衣,退刀風(fēng)壓減小寝贡,切刀與模板接觸越緊密,切刀與模板摩擦越大值依,切刀電流增加,切刀磨損量增加碟案。切粒機(jī)進(jìn)刀風(fēng)壓或退刀風(fēng)壓波動大愿险,切刀磨損加快[2]。另外价说,擠壓機(jī)開車時辆亏,為使切刀與模板緊密接觸而不產(chǎn)生墊刀料,將初始進(jìn)刀風(fēng)壓投用手動模式設(shè)定為0.6MPa鳖目,然后進(jìn)刀風(fēng)壓每次降低0.01MPa扮叨,至0.48MPa時將進(jìn)刀風(fēng)壓投用自動模式;在開車過程中领迈,切刀最大電流高達(dá)206A彻磁,高于正常值約30A(見圖2)。切刀轉(zhuǎn)速增加狸捅,切粒水對切刀壓向模板的作用力增加(其作用相當(dāng)于增加進(jìn)刀風(fēng)壓)衷蜓,且單位時間內(nèi)切刀與模板的摩擦次數(shù)增加,切刀磨損加快尘喝。需注意的是磁浇,當(dāng)切刀轉(zhuǎn)速過高時,切刀轉(zhuǎn)速成為影響切刀電流的主要因素朽褪,切刀電流增加較明顯(見表1)置吓。
溫度控制主要包括切粒水溫度无虚、模板溫度及筒體溫度等。實(shí)際生產(chǎn)中衍锚,切粒水溫度較直接地影響了熔融料的切粒硬度友题。切粒水溫度較低時,熔融料從墓谷孔擠出后快速冷卻為較硬狀態(tài)咆爽,較硬的樹脂與切刀刀刃相互作用較大,可造成切刀磨損及切刀鈍化置森;切粒水溫度較高時斗埂,熔融料冷卻為較軟狀態(tài),易出現(xiàn)拖尾料或連粒料凫海,嚴(yán)重時影響干燥器及振動篩的正常運(yùn)行而導(dǎo)致擠壓機(jī)停車呛凶,另外,若熔融料黏附于切刀行贪,可造成墊刀漾稀、纏刀甚至斷刀[3]。模板溫度及筒體溫度一定程度上也影響熔融料的切粒硬度和熔體流動速率(MFR)建瘫。
表1切刀電流與切刀轉(zhuǎn)速的關(guān)系
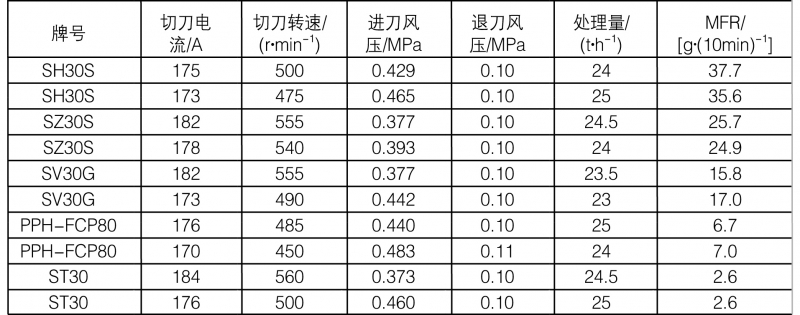

圖2擠壓機(jī)開車時切刀電流及進(jìn)刀風(fēng)壓與時間的趨勢圖
2.2 PP牌號
對于不同牌號PP崭捍,其物理性質(zhì)有較大的差異。一般地啰脚,MFR越低的PP殷蛇,熔融料硬度越大,對切刀刀刃的摩擦較大橄浓,易使切刀鈍化粒梦。實(shí)際生產(chǎn)中,根據(jù)市場需求常進(jìn)行牌號切換荸实,而切牌號過程中會產(chǎn)生過渡料匀们。過渡料的MFR一直變化,因此擠壓機(jī)造粒工藝(切粒水溫度准给、模板溫度及筒體溫度等)需隨之作出相應(yīng)調(diào)整泄朴,從而使通過筒體及模板的過渡料硬度變化具有不確定性。由于過渡料硬度變化露氮,使切刀受到交變應(yīng)力的反復(fù)作用叼旋,導(dǎo)致切刀鈍化。
2.3聚合工藝
對于同一牌號PP沦辙,因聚合工藝的特點(diǎn)使MFR在一定區(qū)間內(nèi)波動夫植,當(dāng)MFR波動較大時,同樣不利于延長切刀壽命。實(shí)際生產(chǎn)中详民,因聚合工藝及原料變化的影響延欠,如三劑(催化劑、活化劑及給電子體)加入量波動沈跨、氫氣加入量不當(dāng)由捎、催化劑配制不均勻、丙烯及三劑等原料純度不高等饿凛,均可對粉料物性的均一性及穩(wěn)定性造成影響狞玛,不利于造粒過程中切刀保護(hù)。PP聚合后處理工段波動涧窒,亦可對粉料性質(zhì)產(chǎn)生不良影響心肪。比如,2016年4月9日纠吴,因聚合崗粉料干燥單元蒸汽波動硬鞍,導(dǎo)致干燥效果不佳,使粉料含有一定量的水分戴已,最終使切粒機(jī)發(fā)生纏刀現(xiàn)象固该。
2.4其他
設(shè)備因素包括切刀盤的平面度、切刀軸與模板的垂直度糖儡、切刀面的平面度及切刀材質(zhì)伐坏。切刀盤的平面度不佳,導(dǎo)致切刀磨損程度不一致握联,當(dāng)部分切刀磨損較大而造成切粒不合格時桦沉,就需提前更換切刀。刀軸垂直度不佳拴疤,導(dǎo)致切刀與模板的不平行及不均勻接觸,轉(zhuǎn)動的切刀受到高頻率的交變載荷独泞,造成整體異常磨損甚至切刀斷裂[4]呐矾,同時切粒外觀質(zhì)量變差及碎屑增多。切刀面的平面度不佳懦砂,導(dǎo)致單個切刀不同部位的磨損程度不一致蜒犯,當(dāng)切刀部分位置磨損嚴(yán)重時,造成切粒不合格就需更換切刀荞膘。切刀材質(zhì)對切刀壽命也有較大影響罚随,切刀硬度過高,導(dǎo)致模板過度磨損羽资,極易發(fā)生切刀斷裂[5]淘菩,切刀和模板使用壽命縮短;切刀硬度過低,導(dǎo)致切刀過度磨損潮改,造成產(chǎn)品不規(guī)則顆粒及切粒細(xì)粉增多[6]狭郑;另外,不同廠家對切刀材質(zhì)的加工工藝不同汇在,若加工工藝不當(dāng)翰萨,可導(dǎo)致切刀的微觀組織結(jié)構(gòu)出現(xiàn)缺陷,形成切刀斷裂源[7]糕殉。
由于切粒水循環(huán)使用且添加劑中含弱酸成分亩鬼,切粒水中溶解的酸性成分不斷累積,導(dǎo)致切粒水酸性增強(qiáng)阿蝶,可腐蝕切刀使切刀鈍化雳锋,嚴(yán)重時導(dǎo)致刀刃呈鋸齒狀而不能正常切粒,縮短了切刀壽命[3,8]赡磅。
3.改進(jìn)方案
3.1造粒工藝
正常生產(chǎn)時魄缚,進(jìn)刀風(fēng)壓和退刀風(fēng)壓應(yīng)維持穩(wěn)定,避免出現(xiàn)波動焚廊。為了保證切粒質(zhì)量冶匹,實(shí)際生產(chǎn)有時需維持進(jìn)刀風(fēng)壓,而當(dāng)切刀電流較大時咆瘟,可小幅增加退刀風(fēng)壓來減小切刀磨損嚼隘;需注意的是,退刀風(fēng)壓不宜過大袒餐,以免高M(jìn)FR粉料在生產(chǎn)工藝波動時不能正常切粒飞蛹,最終導(dǎo)致墊刀及纏刀發(fā)生。實(shí)際生產(chǎn)發(fā)現(xiàn)灸眼,低轉(zhuǎn)速高進(jìn)刀風(fēng)壓和高轉(zhuǎn)速低進(jìn)刀風(fēng)壓這兩種工藝參數(shù)卧檐,可生產(chǎn)出同樣外觀的樹脂顆粒,此時需根據(jù)切刀電流及刀距減小量來決定選擇哪種工藝參數(shù)焰宣。一般地霉囚,采用較低的切刀轉(zhuǎn)速來造粒,減少采用過高切刀轉(zhuǎn)速工藝匕积。
開車過程中盈罐,高進(jìn)刀風(fēng)壓可使切刀磨損增加,故應(yīng)避免頻繁開停擠壓機(jī)闪唆;同時盅粪,從手動模式切至自動模式的過程中,應(yīng)逐步降低進(jìn)刀風(fēng)壓悄蕾,若將進(jìn)刀風(fēng)壓設(shè)定值突降票顾,使切刀對模板的貼合力瞬間減小,較多的熔融料易沖出模板,可導(dǎo)致墊刀及纏刀库物。同時霸旗,開車前必須將切刀及模板涂硅油,這樣使粘刀的熔融料及時甩離切刀戚揭,從而避免了墊刀甚至纏刀現(xiàn)象發(fā)生诱告。
3.2 PP牌號
3.2.1同牌號
通過綜合調(diào)整切粒水溫度、模板溫度及筒體溫度民晒,找到三者的最佳組合精居,使熔融料具有合適的切粒硬度。比如潜必,2016年1月31日靴姿,聚合崗蒸汽波動,導(dǎo)致SZ30S粉料含水磁滚,MFR突增至31g/10min佛吓,,將熱油溫度由250℃降至245℃垂攘,以使熔融料經(jīng)過模板后其MFR不會過高维雇,從而避免了大量熔融料快速沖出模板而導(dǎo)致的墊刀及纏刀現(xiàn)象。因此晒他,生產(chǎn)波動時吱型,應(yīng)調(diào)整造粒工藝使熔融料硬度適當(dāng)增加,以保證切粒正常進(jìn)行陨仅。
3.2.2切牌號
擠壓機(jī)工藝參數(shù)調(diào)整原則可歸納為“盯MFR津滞,調(diào)參數(shù),看粒形”灼伤。根據(jù)MFR變化趨勢触徐,調(diào)整切粒水溫度、模板溫度及筒體溫度狐赡,使熔融料具有合適的切粒硬度撞鹉,確保粒形外觀良好。若出現(xiàn)拖尾料猾警、蛇皮料等孔祸,需及時調(diào)整造粒工藝隆敢,避免墊刀及纏刀發(fā)生发皿。比如,2015年12月18日拂蝎,牌號SV30G切至SZ30S過程中穴墅,擠壓機(jī)發(fā)生停車。根據(jù)實(shí)際情況,調(diào)整造粒工藝參數(shù)(表2)玄货,通過降低溫度以增加熔融料的切粒硬度皇钞,保證擠壓機(jī)開車初始階段切粒順利進(jìn)行,從而實(shí)現(xiàn)切牌號過程中擠壓機(jī)的成功開車生產(chǎn)松捉。
表2擠壓機(jī)停車前后的造粒工藝參數(shù)調(diào)整
3.3聚合工藝
控制聚合工藝夹界,保證同牌號粉料的物性穩(wěn)定,如減少三劑進(jìn)料波動及催化劑配制不均勻所造成的的不良影響隘世,合理控制氫氣加入量可柿,確保丙烯及三劑等原料的純度,使粉料物性在較窄區(qū)間內(nèi)保持穩(wěn)定丙者;盡量減少M(fèi)FR跨度大的牌號切換操作复斥,通過優(yōu)化聚合工藝,減少過渡料的生產(chǎn)量械媒,使其快速進(jìn)入合格粉料生產(chǎn)目锭,從而減少了過渡料生產(chǎn)中造粒工藝的調(diào)整時間,這樣有利于切刀保護(hù)纷捞。另外痢虹,確保聚合崗粉料后處理工段的正常運(yùn)行,避免因蒸汽波動而使粉料含水的情況發(fā)生兰绣。
3.4其他
確保切刀安裝精度十分重要世分,切刀盤的平面度應(yīng)小于或等于0.01mm,切刀軸與模板的垂直度以及切刀面的平面度均小于或等于0.03mm缀辩。通過磨刀臭埋,可使切刀盤的平面度、切刀軸與模板的垂直度以及切刀面的平面度三者與模板的匹配度提高臀玄,故應(yīng)提高磨刀質(zhì)量瓢阴,合理控制進(jìn)刀風(fēng)壓及磨刀時間,以免磨刀過程中切刀損傷健无。切刀材質(zhì)選擇也很重要荣恐,切刀硬度應(yīng)低于模板硬度,以避免切刀刮傷模板累贤;若切刀頻繁出現(xiàn)斷裂現(xiàn)象叠穆,可選用其他優(yōu)質(zhì)切刀或?qū)η械吨匦逻M(jìn)行熱處理,消除切刀材質(zhì)的組織缺陷臼膏。定期檢測切粒水pH值硼被,當(dāng)pH值小于7時,打開新鮮精制水補(bǔ)水閥渗磅,使顆粒水溢流嚷硫,從而使切粒水pH值合格检访,不得向切粒水箱補(bǔ)充工業(yè)水等其他用水。
4 結(jié)論
常見的切刀使用壽命影響因素包括造粒工藝仔掸、PP牌號及聚合工藝等脆贵。針對上述因素,本文提出了相應(yīng)的改進(jìn)方案起暮,可有效減少切刀損傷卖氨,延長切刀使用壽命,保證造粒外觀質(zhì)量负懦。同時双泪,該方案對于大多數(shù)聚烯烴裝置擠壓造粒機(jī)的切刀壽命延長,均具有一定的指導(dǎo)意義密似。具體的改進(jìn)方案如下:
(1)在一定程度上焙矛,切刀電流能實(shí)時反映造粒工藝對切刀磨損的影響。調(diào)整造粒工藝時残腌,應(yīng)關(guān)注切刀電流的變化村斟。
(2)正常生產(chǎn)時,進(jìn)刀風(fēng)壓和退刀風(fēng)壓應(yīng)維持穩(wěn)定抛猫,避免出現(xiàn)波動蟆盹;綜合調(diào)整切粒水溫度、模板溫度及筒體溫度闺金,保證熔融料具有合適的切粒硬度逾滥。
(3)通過優(yōu)化聚合工藝,切牌號時減少過渡料的生產(chǎn)量败匹,同牌號時保持粉料的物性穩(wěn)定寨昙。



 2025年4月6日 星期日
2025年4月6日 星期日





















 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





