選用不同品種鋼材作塑料模具,其化學(xué)成分和力學(xué)性能各不相同想许,因此制造工藝路線不同伶授;同樣,不同類型塑料模具鋼采用的熱處理工藝也是不同的流纹。本節(jié)主要介紹塑料模具的制造工藝路線和熱處理工藝的特點(diǎn)糜烹。
一、熱處理名詞解釋
1漱凝、退火
(1)概念:將鋼加熱到適當(dāng)溫度疮蹦,保持一定時(shí)間,然后緩慢冷卻(一般隨爐冷卻)的熱處理工藝碉哑。
(2)目的:
a挚币、將低鋼的硬度,提高塑性(以利于切削加工)扣典;
b妆毕、細(xì)化晶粒,均勻鋼的組織及成分贮尖;
c笛粘、消除鋼中的殘余內(nèi)應(yīng)力,防止變形開裂
(3)分類:完全退火湿硝;球化退火薪前;去應(yīng)力退火
2、正火
(1)概念:將鋼加熱到Ac3或ACcm以上30~500C关斜,保溫適當(dāng)?shù)臅r(shí)間示括,在空氣中冷卻的工藝方法。
(2)目的:與退火的目的基本相同痢畜,但正火冷卻速度比退火稍快垛膝,故正火后得到的珠光體組織比較細(xì),強(qiáng)度丁稀、硬度比退火鋼高吼拥。
正火比退火生產(chǎn)周期短,成本低操作方便线衫,故在可能條件下優(yōu)先采用正火凿可,但復(fù)雜零件宜采用退火。
3授账、淬火
(1)概念:將鋼加熱到Ac3或Ac1以上某一溫度枯跑,保溫一定時(shí)間,然后以適當(dāng)速度冷卻矗积,獲得馬氏體或貝氏體組織的熱處理工藝全肮。
(2)目的:為了獲得馬氏體,提高鋼的強(qiáng)度和硬度棘捣。
4辜腺、回火
(1)概念:將淬火后的鋼,再加熱到Ac1點(diǎn)以下的某一溫度乍恐,保溫一定時(shí)間评疗,然后冷卻到室溫的熱處理工藝。
(2)目的:
a茵烈、消除內(nèi)應(yīng)力百匆;
b、獲得所需的力學(xué)性能(提高鋼的韌性呜投,適當(dāng)調(diào)整鋼的強(qiáng)度和硬度)加匈;
c存璃、穩(wěn)定組織和尺寸
二、塑料模具的制造工藝路線
1.低碳鋼及低碳合金鋼制模具
例如雕拼,20纵东,20Cr,20CrMnTi等鋼的工藝路線為:下料→鍛造模坯→退火→機(jī)械粗加工→冷擠壓成形→再結(jié)晶退火→機(jī)械精加工→滲碳→淬火啥寇、回火→研磨拋光→裝配偎球。
2.高合金滲碳鋼制模具
例如12CrNi3A,12CrNi4A鋼的工藝路線為:下料→鍛造模坯→正火并高溫回火→機(jī)械粗加工→高溫回火→精加工→滲碳→淬火辑甜、回火→研磨拋光→裝配衰絮。
3.調(diào)質(zhì)鋼制模具
例如,45磷醋,40Cr等鋼的工藝路線為:下料→鍛造模坯→退火→機(jī)械粗加工→調(diào)質(zhì)→機(jī)械精加工→修整猫牡、拋光→裝配。
4.碳素工具鋼及合金工具鋼制模具
例如T7A~T10A邓线,CrWMn镊掖,9SiCr等鋼的工藝路線為:下料→鍛成模坯→球化退火→機(jī)械粗加工→去應(yīng)力退火→機(jī)械半精加工→機(jī)械精加工→淬火、回火→研磨拋光→裝配褂痰。
5.預(yù)硬鋼制模具
例如5NiSiCa亩进,3Cr2Mo(P20)等鋼。對(duì)于直接使用棒料加工的缩歪,因供貨狀態(tài)已進(jìn)行了預(yù)硬化處理归薛,可直接加工成形后拋光、裝配匪蝙。對(duì)于要改鍛成坯料后再加工成形的主籍,其工藝路線為:下料→改鍛→球化退火→刨或銑六面→預(yù)硬處理(34~42HRC)→機(jī)械粗加工→去應(yīng)力退火→機(jī)械精加工→拋光→裝配。
三逛球、塑料模具的熱處理特點(diǎn)
(一)滲碳鋼塑料模的熱處理特點(diǎn)
1.對(duì)于有高硬度千元、高耐磨性和高韌性要求的塑料模具,要選用滲碳鋼來(lái)制造颤绕,并把滲碳幸海、淬火和低溫回火作為最終熱處理。
2.對(duì)滲碳層的要求奥务,一般滲碳層的厚度為0.8~1.5mm物独,當(dāng)壓制含硬質(zhì)填料的塑料時(shí)模具滲碳層厚度要求為1.3~1.5mm,壓制軟性塑料時(shí)滲碳層厚度為0.8~1.2mm氯葬。滲碳層的含碳量為0.7%~1.0%為佳挡篓。若采用碳、氮共滲帚称,則耐磨性官研、耐腐蝕性秽澳、抗氧化、防粘性就更好戏羽。
3.滲碳溫度一般在900~920℃肝集,復(fù)雜型腔的小型模具可取840~860℃中溫碳氮共滲。滲碳保溫時(shí)間為5~10h蛛壳,具體應(yīng)根據(jù)對(duì)滲層厚度的要求來(lái)選擇。滲碳工藝以采用分級(jí)滲碳工藝為宜所刀,即高溫階段(900~920℃)以快速將碳滲入零件表層為主衙荐;中溫階段(820~840℃)以增加滲碳層厚度為主,這樣在滲碳層內(nèi)建立均勻合理的碳濃度梯度分布浮创,便于直接淬火忧吟。
4.滲碳后的淬火工藝按鋼種不同,滲碳后可分別采用:重新加熱淬火斩披;分級(jí)滲碳后直接淬火(如合金滲碳鋼)溜族;中溫碳氮共滲后直接淬火(如用工業(yè)純鐵或低碳鋼冷擠壓成形的小型精密模具);滲碳后空冷淬火(如高合金滲碳鋼制造的大垦沉、中型模具)煌抒。
(二)淬硬鋼塑料模的熱處理
1.形狀比較復(fù)雜的模具,在粗加工以后即進(jìn)行熱處理厕倍,然后進(jìn)行精加工寡壮,才能保證熱處理時(shí)變形最小,對(duì)于精密模具讹弯,變形應(yīng)小于0.05%况既。
2.塑料模型腔表面要求十分嚴(yán)格,因此在淬火加熱過(guò)程中要確保型腔表面不氧化组民、不脫碳棒仍、不侵蝕、不過(guò)熱等臭胜。應(yīng)在保護(hù)氣氛爐中或在嚴(yán)格脫氧后的鹽浴爐中加熱莫其,若采用普通箱式電阻爐加熱,應(yīng)在模腔面上涂保護(hù)劑耸三,同時(shí)要控制加熱速度榜配,冷卻時(shí)應(yīng)選擇比較緩和的冷卻介質(zhì),控制冷卻速度吕晌,以避免在淬火過(guò)程中產(chǎn)生變形蛋褥、開裂而報(bào)廢。一般以熱浴淬火為佳睛驳,也可采用預(yù)冷淬火的方式烙心。
3.淬火后應(yīng)及時(shí)回火膜廊,回火溫度要高于模具的工作溫度,回火時(shí)間應(yīng)充分淫茵,長(zhǎng)短視模具材料和斷面尺寸而定爪瓜,但至少要在40~60min以上。
(三)預(yù)硬鋼塑料模的熱處理
1.預(yù)硬鋼是以預(yù)硬態(tài)供貨的匙瘪,一般不需熱處理铆铆,但有時(shí)需進(jìn)行改鍛,改鍛后的模坯必須進(jìn)行熱處理丹喻。
2.預(yù)硬鋼的預(yù)先熱處理通常采用球化退火薄货,目的是消除鍛造應(yīng)力,獲得均勻的球狀珠光體組織碍论,降低硬度谅猾,提高塑性,改善模坯的切削加工性能或冷擠壓成形性能鳍悠。
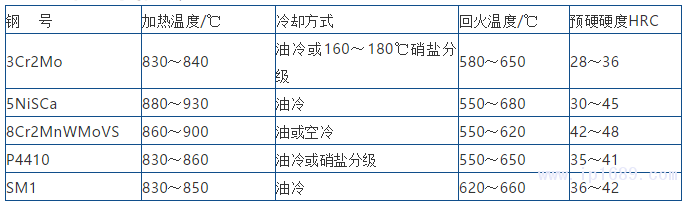
3.預(yù)硬鋼的預(yù)硬處理工藝簡(jiǎn)單税娜,多數(shù)采用調(diào)質(zhì)處理,調(diào)質(zhì)后獲得回火索氏體組織藏研。高溫回火的溫度范圍很寬能夠滿足模具的各種工作硬度要求敬矩。由于這類鋼淬透性良好,淬火時(shí)可采用油冷蠢挡、空冷或硝鹽分級(jí)淬火谤绳。表3-27為部分預(yù)硬鋼的預(yù)硬處理工藝,供參考袒哥。
表1 部分預(yù)硬鋼的預(yù)硬處理工藝
(四)時(shí)效硬化鋼塑料模的熱處理
1.時(shí)效硬化鋼的熱處理工藝分兩步基本工序缩筛。首先進(jìn)行固溶處理,即把鋼加熱到高溫堡称,使各種合金元素溶入奧氏體中瞎抛,完成奧氏體后淬火獲得馬氏體組織。第二步進(jìn)行時(shí)效處理却紧,利用時(shí)效強(qiáng)化達(dá)到最后要求的力學(xué)性能桐臊。
2.固溶處理加熱一般在鹽浴爐、箱式爐中進(jìn)行晓殊,加熱時(shí)間分別可榷闲住:1min/mm、2~2.5min/mm巫俺,淬火采用油冷认烁,淬透性好的鋼種也可空冷。如果鍛造模坯時(shí)能準(zhǔn)確控制終鍛溫度,鍛造后可直接進(jìn)行固溶淬火却嗡。
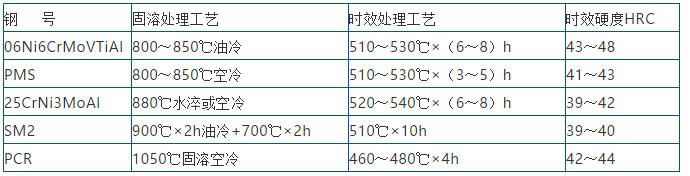
3.時(shí)效處理最好在真空爐中進(jìn)行舶沛,若在箱式爐中進(jìn)行,為防模腔表面氧化窗价,爐內(nèi)須通入保護(hù)氣氛如庭,或者用氧化鋁粉、石墨粉撼港、鑄鐵屑坪它,在裝箱保護(hù)條件下進(jìn)行時(shí)效。裝箱保護(hù)加熱要適當(dāng)延長(zhǎng)保溫時(shí)間帝牡,否則難以達(dá)到時(shí)效效果往毡。部分時(shí)效硬化型塑料模具鋼的熱處理規(guī)范可參照表2。(文章來(lái)源于網(wǎng)絡(luò))
表2 部分時(shí)效硬化鋼的熱處理規(guī)范
















 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...













