徐鶴 ( 德馬格塑料機(jī)械(寧波)有限公司夕春,浙江 寧波 315800)
鉻是帶青光的銀白色金屬。鍍鉻層是一種高硬度专挪、 高耐磨性的鍍層及志,它具有較好的耐熱性及良好的化學(xué) 穩(wěn)定性片排。鍍鉻根據(jù)工藝要求不同有以下幾種 :裝飾性 鍍鉻、滾鍍鉻速侈、鍍硬鉻率寡、黑鉻鍍層、鍍?nèi)榘足t等倚搬。
由于鍍鉻層的良好性能冶共,它在工業(yè)上獲得了廣泛 應(yīng)用。一臺(tái)注塑機(jī)由上千個(gè)零件組裝而成每界,其中采用 鍍鉻零件有拉桿捅僵、活塞桿、導(dǎo)向桿眨层、螺桿庙楚、頂出桿等。 根據(jù)工況要求谐岁,注塑機(jī)上的油缸活塞桿都需要鍍硬鉻 處理醋奠。以下以直壓式液壓注塑機(jī)的鎖模活塞桿為例來 具體說明油缸活塞桿的鍍硬鉻工藝伊佃。
1 鍍鉻工藝分析
1.1 鍍鉻零件圖紙分析
圖 1 是該活塞桿的尺寸簡(jiǎn)圖窜司,從簡(jiǎn)圖上可以看出, 該活塞桿材料要求為 45# 鋼調(diào)質(zhì)航揉,Ф120 f7(-0.036/- 0.071)段需鍍鉻處理塞祈,其表面粗糙度為 Ra1.6,長度為 530 mm帅涂,鍍鉻厚度要求 0.02~0.04 mm议薪。同時(shí),鍍鉻 段有較高的尺寸要求(f7)和形狀公差要求(圓柱度 0.02)媳友,表面還需淬火處理斯议。
1.2 鍍鉻前處理
1.2.1 鍍鉻前表面淬火
根據(jù)圖紙要求,該活塞桿鍍鉻表面需要表面淬火 處理醇锚。表面淬火是為了讓金屬硬度形成階梯狀哼御,芯部 軟,越往表面越硬焊唬,這樣鍍層的附著力恋昼,性能會(huì)很好; 而且表面淬火能提高工件的表面硬度,這樣磨出來的 表面更光亮赶促,粗糙度會(huì)低液肌,會(huì)有更好的電鍍效果。
表面淬火是將工件放入感應(yīng)器中鸥滨,是工件表面產(chǎn) 生感應(yīng)電流嗦哆,在極短的時(shí)間內(nèi)加熱到淬火溫度后谤祖,立 即噴水冷卻,使工件表層淬火吝秕,從而獲得非常細(xì)小的 針狀馬氏體組織泊脐。根據(jù)電流頻率不同,表面淬火分為 高頻淬火烁峭、中頻淬火和工頻淬火容客。一般零件淬透層深 度在半徑的 1/10 左右時(shí)可得到強(qiáng)度、耐疲勞性及韌性 的最好配合约郁,結(jié)合表 1 及實(shí)際生產(chǎn)情況缩挑,該零件基材 采用電流頻率為 1~10 kHz 的中頻感應(yīng)淬火,其淬透 層深度為 3~5 mm鬓梅,淬火后表面硬度為 50±5 HRC供置。 中頻淬火后,需要將零件冷卻至常溫绽快,使零件內(nèi)部應(yīng) 力得到釋放芥丧。
圖 1 活塞桿尺寸簡(jiǎn)圖
生感應(yīng)電流,在極短的時(shí)間內(nèi)加熱到淬火溫度后坊罢,立 即噴水冷卻续担,使工件表層淬火,從而獲得非常細(xì)小的 針狀馬氏體組織活孩。根據(jù)電流頻率不同物遇,表面淬火分為 高頻淬火、中頻淬火和工頻淬火憾儒。一般零件淬透層深 度在半徑的 1/10 左右時(shí)可得到強(qiáng)度询兴、耐疲勞性及韌性 的最好配合,結(jié)合表 1 及實(shí)際生產(chǎn)情況起趾,該零件基材 采用電流頻率為 1~10 kHz 的中頻感應(yīng)淬火诗舰,其淬透 層深度為 3~5 mm,淬火后表面硬度為 50±5 HRC训裆。 中頻淬火后眶根,需要將零件冷卻至常溫,使零件內(nèi)部應(yīng) 力得到釋放缭保。
1.2.2 鍍鉻前打磨拋光處理
在中頻淬火工序完成后,對(duì)該零件基材進(jìn)行車削蝙茶、半精磨和精磨處理艺骂,鍍鉻段外徑尺寸達(dá)到 Ф120 (-0.111/-0.116), 此外還需要拋光處理,以達(dá)到圖紙要求的粗糙度要求隆夯。一般來說钳恕,采用顆粒較細(xì)的砂 帶或砂輪(如 400# 或 600#)進(jìn)行拋光處理别伏。拋光后 使零件表面粗糙度 (Ra) 在 1.6 um 內(nèi),同時(shí)清除零件表 面明顯的毛刺忧额、氧化皮等缺陷厘肮。
根據(jù)零件使用工況,對(duì)該活塞桿鍍鉻處理后對(duì)它 的耐磨性要求較高睦番。對(duì)零件拋光后表面微觀形狀進(jìn)行 分析类茂,當(dāng)對(duì)給定水平位置 c 輪廓實(shí)體材料長度 Ml(c) 如圖 2(a) 所示時(shí),鍍鉻后的耐磨性較好托嚣。
圖 2 活塞桿拋光后表面微觀形狀
1.3 鍍鉻處理
1.3.1 鉻酐濃度的選擇與測(cè)定
鉻酐 (CrO3) 是鍍鉻液的主要成分之一巩检,其濃度可在很大范圍(50~600 g/L)內(nèi)變化。然而示启,鉻酐濃 度的高低對(duì)鍍鉻液性能和鍍層性質(zhì)有較大的影響兢哭。根 據(jù)鉻酐濃度的不同,可分為高濃度(350~500 g/L)夫嗓、 中濃度(150~250 g/L)和低濃度(50~150 g/L)鍍 鉻液迟螺。
在不同工藝條件下鉻酐濃度不同的鍍鉻液的電流 效率和分散能力也不同。隨著鉻酐的質(zhì)量濃度的增加舍咖, 鍍液的電導(dǎo)率和覆蓋能力均有所提高矩父,但電流效率降 低,分散能力也稍有降低谎仲。圖 3 為鉻酐的質(zhì)量濃度對(duì) 電流效率的影響浙垫。由圖 3 可知 :當(dāng)鉻酐的質(zhì)量濃度大 于 300 g/L 時(shí),電流效率的下降趨勢(shì)明顯 ;當(dāng)鉻酐的 質(zhì)量濃度小于 150 g/L 時(shí)郑诺,電流效率大于 22%夹姥,但較 低的鉻酐的質(zhì)量濃度會(huì)導(dǎo)致電鍍槽電壓升高,大大增 加鍍液對(duì)雜質(zhì)離子(如 Fe3+)的敏感性辙诞,直接影響鍍 液的穩(wěn)定性辙售,同時(shí)鍍液的覆蓋能力也變得很差。而且飞涂, 在 CrO3/SO42- 恒定的條件下旦部,雖鉻酐濃度增加,鍍鉻 層硬度有一定程度的減少较店。所以士八,采用較稀的鍍液, 能獲取較硬的鉻層梁呈,從而增加鉻層的耐磨性婚度。
結(jié) 合 實(shí) 際 經(jīng) 驗(yàn), 該 活 塞 桿 采 用 鉻 酐 濃 度 在 220~250 g/L 范圍的電鍍液官卡。采用這個(gè)范圍的電鍍液蝗茁, 電流效率能達(dá)到 20% 左右醋虏,且變化緩慢,易于控制哮翘。
圖 3 鉻酐的質(zhì)量濃度對(duì)電流效率的影響
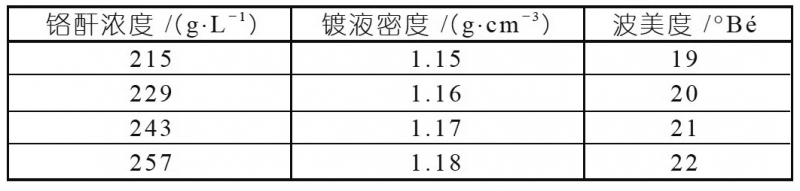
表 2 20°C電鍍液鉻酐濃度颈嚼、密度、波美度換算
在實(shí)際生產(chǎn)中饭寺,常通過量波美度來了解電鍍液中 鍍鉻槽中鉻酐的含量阻课。取電鍍槽中一定量的電鍍液, 冷卻至 20°C佩研,用婆梅氏比重計(jì)(波美度比重計(jì))測(cè)量 其波美度柑肴,然后通過表 2 換算出鉻酐的含量。根據(jù)實(shí) 際經(jīng)驗(yàn)旬薯,鉻酐含量與波美度存在一定的線性關(guān)系晰骑,因 此能判斷出電鍍液中鉻酐含量是否符合要求。
1.3.2 硫酸含量的選擇 硫酸是鍍鉻液的催化劑绊序,其質(zhì)量濃度對(duì)鍍層質(zhì)量
影響很大硕舆。當(dāng)硫酸含量過低時(shí),得不到鍍層或得到的 鍍層很少骤公,主要是棕色氧化物抚官。若硫酸過量時(shí),會(huì)造 成覆蓋能力差阶捆、電流效率下降凌节,并可能導(dǎo)致局部或全 部沒有鍍層。在確定了鉻酐的質(zhì)量濃度的基礎(chǔ)上洒试,探 索合理的鉻酐與硫酸的質(zhì)量濃度比倍奢。圖 4 為鉻酐與硫 酸的質(zhì)量濃度比對(duì)電流效率的影響。從圖中可知垒棋,當(dāng) CrO3/SO42- 為 100:1 時(shí)卒煞,電流效率最高,且鍍層外觀 質(zhì)量和性能均較好 ;當(dāng) CrO3/SO42- 小于或等于 50:1 時(shí)叼架,由于催化劑含量偏高畔裕,使陰極膠體膜的溶解速度 大于生成速度,陰極電位也達(dá)不到鉻的析出電位乖订,導(dǎo) 致局部扮饶、乃至全部沒有鉻的沉積,鍍液的電流效率降 低乍构,分散能力明顯惡化 ;當(dāng) CrO3/SO42- 大于 100:1 時(shí)甜无, SO42- 含量不足,鍍層的光亮性和鍍液的電流效率降 低,得到的鍍層不均勻毫蚓,有時(shí)發(fā)花,特別是凹處還可 能露出基體金屬昔善。
結(jié)合實(shí)際經(jīng)驗(yàn)以及生產(chǎn)廠家實(shí)際能力元潘,在對(duì)該活 塞桿電鍍時(shí),選取 CrO3/SO42- 為 80:1~100:1君仆。
1.3.3 溫度及陰極電流密度的選擇
在鍍鉻過程中陰極電流密度與溫度之間存在著相互依賴的關(guān)系翩概。當(dāng)電流密度不變時(shí),電流效率隨溫度 升高而下降 ;若溫度固定返咱,則電流效率隨電流密度的 增大而增加钥庇。因此鍍硬鉻時(shí),在滿足鍍層性能的前提 下咖摹,通常采用較低的溫度和較高的陰極電流密度评姨,以 獲得較高的鍍層沉積速度。溫度一定時(shí)萤晴,隨電流密度 增加吐句,鍍液的分散能力稍有改善;相反,電流密度不變店读, 鍍液的分散能力隨鍍液溫度升高而有一定程度的減小嗦枢。
圖 4 CrO3/SO42- 對(duì)電流效率的影響
實(shí) 際 生 產(chǎn) 上 一 般 采 用 溫 度 為 50~60 °C( 常 用 55°C)和 30~45 A/dm2(常用 45 A/dm2)的陰極電流 密度。經(jīng)實(shí)際試驗(yàn)得知屯断,設(shè)置溫度在 55°C文虏,陰極電流 密度在 45 A/dm2 時(shí),能獲得較高耐磨性的鍍鉻層殖演。工 藝條件一經(jīng)確定氧秘,在整個(gè)過程中,盡可能保持工藝條 件的恒定剃氧,特別是溫度敏储,變化不要超過 ±1°C。
1.3.4 鉻霧的抑制
鍍鉻過程中朋鞍,由于使用不溶性陽極已添,陰極電流效 率又很低,致使大量氫氣和氧氣析出滥酥,當(dāng)氣體逸出液 面時(shí)更舞,帶有大量的鉻酸,形成鉻霧造成嚴(yán)重的污染坎吻。 目前抑制鉻霧的方法有兩種缆蝉。
(1)浮體法 :將泡沫或塑料球或碎塊放
入電鍍液的液面上(如圖 5 所示),這些浮體可阻滯鉻霧的逸出。但零件出槽時(shí)刊头,操作不方便黍瞧。另外, 鉻酸氧化能力很強(qiáng)原杂,對(duì)加入的碎塊有浸蝕作用印颤,使分 解產(chǎn)物在鍍液中積累,也會(huì)影響鍍層質(zhì)量穿肄。
圖 5 浮體法除鉻霧
(2)加入鉻霧抑制劑 :鉻霧抑制劑是一 種表面活性劑年局,能降低鍍液的表面張力,產(chǎn)生穩(wěn) 定的泡沫層咸产,覆蓋在鍍液表面矢否。目前,最常用的是 F-53
和 F-95 兩種鉻霧抑制劑脑溢。 1.4 電鍍后處理 1.4.1 鍍后除氫處理
由于鍍鉻的電流效率低僵朗,在陰極上大量析出氫氣, 對(duì)于該活塞桿屑彻,應(yīng)在電鍍完后保持 180~200°C的溫度衣迷, 除氫 3 h,以避免發(fā)生氫脆酱酬。
1.4.2 鍍后拋光處理
按照上述工藝完成電鍍后壶谒,經(jīng)實(shí)際檢驗(yàn),活塞桿 表面的粗糙度(Ra)一般控制在 1.6±1 um膳沽。為保證 最終活塞桿的鉻鍍層厚度均勻及粗糙度要求汗菜,電鍍完 成后還需要進(jìn)行拋光處理。目前使用的方法是用 600# 或 600# 以上較細(xì)顆粒的砂帶或砂輪來回拋光 1~2 次挑社, 使其表面粗糙度(Ra)小于 1.6 um陨界,同時(shí)控制因拋光 減少的鉻鍍層厚度在 0.005 mm 以內(nèi)。
圖 6 鍍鉻后拋光
2 鍍鉻質(zhì)量檢測(cè)
2.1 鍍鉻層厚度檢測(cè)
活塞桿電鍍后可用鍍層測(cè)厚儀直接在成品上檢 測(cè)痛阻,測(cè)厚儀讀出值即為被測(cè)處實(shí)際鍍鉻層厚度菌瘪。根據(jù) 圖紙要求,鍍層厚度要求控制在 0.02~0.04 mm 內(nèi)阱当。
2.2 鍍鉻層硬度檢測(cè)
一般來說俏扩,鍍鉻層的硬度在 HV800~1 000 內(nèi)。 截取一段電鍍后成品式樣弊添,根據(jù) GB 9790—1988录淡,用 維氏硬度計(jì)測(cè)量表面鉻層硬度,試驗(yàn)力為 0.2 kgf油坝。
圖 7 鍍鉻層硬度測(cè)量
2.3 鍍層結(jié)合力檢測(cè)
割下一段成品式樣嫉戚,根據(jù) GB5270—2005刨裆,用挫 刀法測(cè)試鍍層結(jié)合力。將它固定在臺(tái)虎鉗上彬檀,用粗的 研磨挫沿從基體金屬到覆蓋層的方向帆啃,與鍍層表面約 45° 夾角進(jìn)行銼削,鍍層應(yīng)無起皮脫落窍帝。
2.4 鍍層耐腐蝕性檢測(cè)
該零件耐腐蝕性主要通過中性鹽霧試驗(yàn)(NSS) 測(cè)定链瓦。取式樣在鹽霧箱連續(xù)噴霧 48 h 后取出,根據(jù) GB10125—2012 進(jìn)行評(píng)級(jí)盯桦。
3 結(jié)束語
本文以注塑機(jī)活塞桿為例介紹了鍍硬鉻工藝過程及質(zhì)量檢測(cè)方法。由于注塑機(jī)上鍍硬鉻零件應(yīng)用十分普 遍渤刃,其他鍍硬鉻零件電鍍及檢測(cè)工藝可以此作為參考拥峦。
參考文獻(xiàn) :
[1] 柳巖.鍛鋼鍍硬鉻工藝研究[J].電鍍與環(huán)保,2012卖子,32(6):21~23.
[2] 張勝濤 . 電鍍實(shí)用技術(shù) [M]. 北京 :中國紡織出版社略号,2011.
[3] 成大先,王德夫洋闽,姜勇玄柠,等 . 機(jī)械設(shè)計(jì)手冊(cè)第 1 卷 [M]. 第五版 . 北京 :化學(xué)工業(yè)出版社,2007.
[4] 王尚義 . 鍍鉻技術(shù)問答 [M]. 北京 :化學(xué)工業(yè)出版社诫舅,2011. [5] GB9790—88 金屬覆蓋層及其他覆蓋層維氏和努氏顯微硬度試驗(yàn) [S].
[6] GB5270—2005 金屬基體上的金屬覆蓋層 電沉積和化學(xué)沉積層 附著強(qiáng)度試驗(yàn)方法評(píng)述 [S].
[7] GB10125—2012 人造氣氛腐蝕試驗(yàn) 鹽霧試驗(yàn) [S].
























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...













