潘平盛
廣東理工學(xué)院工業(yè)自動化系尤辱,廣東肇慶 526040
摘要:為滿足工業(yè)生產(chǎn)要求和提高企業(yè)的生產(chǎn)效率滋戳,設(shè)計了一種新型的工業(yè)生產(chǎn)線自動化搬運(yùn)碼垛機(jī)械手及控制系統(tǒng)。介紹了碼垛機(jī)械手結(jié)構(gòu)及檢測柜平臺的設(shè)計與安裝啥刻、機(jī)械末端氣動控制系統(tǒng)奸鸯、電力控制系統(tǒng)。提出觸摸屏作為上位機(jī)可帽,以PLC作為控制器娄涩,三位五通換向電磁閥、伺服電機(jī)映跟、氣缸為驅(qū)動設(shè)備的電氣機(jī)械手控制方法蓄拣,重點講解了氣動回路、控制系統(tǒng)的硬件組成以及PID參數(shù)對控制伺服電機(jī)影響努隙。最后球恤,對整個電氣控制系統(tǒng)回路進(jìn)行調(diào)試和實驗。實驗數(shù)據(jù)表明:該電氣控制系統(tǒng)設(shè)計合理荸镊,能夠達(dá)到企業(yè)的生產(chǎn)要求咽斧。
關(guān)鍵詞:自動化生產(chǎn)線;控制系統(tǒng)躬存;氣動回路张惹;PLC
1引言
隨著經(jīng)濟(jì)的不斷發(fā)展、人民美好生活對物質(zhì)提高了要求岭洲,特別是對飲食和衣著方面宛逗。因此,提高生產(chǎn)技術(shù)至關(guān)重要盾剩,而在工業(yè)生產(chǎn)中雷激,機(jī)械手具有穩(wěn)定性高替蔬、操作簡單、以及高效率等特點屎暇,很好的適應(yīng)在特殊場合和工作環(huán)境中进栽,廣泛應(yīng)用在工業(yè)、食品恭垦、醫(yī)療等領(lǐng)域[1-2]快毛。目前,我國碼垛機(jī)械手控制系統(tǒng)上取得很大突破和研究番挺。例如:文獻(xiàn)[3]研究的玻璃檢測機(jī)氣動系統(tǒng)設(shè)計唠帝,設(shè)計了一種氣動控制的玻璃檢測機(jī)機(jī)械臂,并闡述了其工作原理玄柏;文獻(xiàn)[4]設(shè)計了鋼化玻璃碎片快速檢測裝置襟衰,對裝置結(jié)構(gòu)和控制系統(tǒng)進(jìn)行了優(yōu)化,實驗數(shù)據(jù)也能很好地驗證其檢測效果粪摘;文獻(xiàn)[5]對板材下料自動拾取機(jī)器人控制系統(tǒng)進(jìn)行的設(shè)計瀑晒,利用Simulink對機(jī)器人結(jié)構(gòu)進(jìn)行了分析和仿真。
設(shè)計的碼垛機(jī)械手是一種直角坐標(biāo)式機(jī)械手徘意,執(zhí)行裝置是伺服電機(jī)和氣缸苔悦。機(jī)械手末端的夾取通過氣缸的伸縮來完成,而X椎咧、Y玖详、Z三個方向的運(yùn)動通過伺服電機(jī)的旋轉(zhuǎn)來帶動滾珠絲杠旋轉(zhuǎn),從而實現(xiàn)前后勤讽、左右蟋座、上下直線運(yùn)動。碼垛機(jī)械手創(chuàng)新點和優(yōu)點在于:(1)X脚牍、Y向臀、Z三個方向的運(yùn)動通過伺服電機(jī)帶動滾珠絲杠旋轉(zhuǎn),運(yùn)動過程中負(fù)載能力強(qiáng)诸狭;(2)結(jié)構(gòu)簡單券膀,占地面積小,降低生產(chǎn)成本作谚。
2機(jī)械手平臺的搭建及系統(tǒng)控制要求
2.1機(jī)械手基本組成結(jié)構(gòu)
機(jī)械手主要由支架3.Y方向的移動臂三娩、4.Z方向的升降臂庵芭、6.末端吸盤以及10.電機(jī)組成妹懒,如圖1所示。機(jī)械手主要安裝在傳輸線兩側(cè)双吆,如圖2所示眨唬。左側(cè)是將傳輸線上產(chǎn)品抓取并放入檢測柜的每一層中会前,右側(cè)機(jī)械手平臺主要是將檢測完成的產(chǎn)品取出并放入傳輸線。產(chǎn)品檢測柜平臺匾竿,主要組成有多層架構(gòu)瓦宜、產(chǎn)品檢測儀。其作用是將傳輸線上傳送過來的待檢產(chǎn)品進(jìn)行檢測岭妖。而多層架構(gòu)可以實現(xiàn)快速擺放并進(jìn)行檢測临庇,提高檢測和抓取效率。
 圖 1 碼垛搬運(yùn)機(jī)械手平臺
圖 1 碼垛搬運(yùn)機(jī)械手平臺
 圖 2 自動化生產(chǎn)線碼垛柜平臺
圖 2 自動化生產(chǎn)線碼垛柜平臺
2.2機(jī)械手控制要求
將待檢產(chǎn)品經(jīng)左側(cè)傳輸帶傳輸?shù)綑z測柜處昵慌,左側(cè)機(jī)械手將產(chǎn)品依次碼放在檢測柜的各層之間假夺,待檢測完成后,右側(cè)機(jī)械手依次抓取并存放在右側(cè)傳輸帶中進(jìn)入下一道工序繼續(xù)加工處理斋攀。機(jī)械手抓取工步順序具體要求如下:
抓取工步要求:
(1)X已卷、Y方向水平移動情況:X方向移動是靠導(dǎo)滾珠絲杠完成的,而Y方向移動是靠導(dǎo)軌系統(tǒng)完成的淳蔼,兩者都是由PLC脈沖輸出位置控制功能驅(qū)動伺服放大器控制伺服電機(jī)精確定位侧蘸。
(2)變頻調(diào)速:控制過程中采用變頻器進(jìn)行調(diào)速,便于控制機(jī)械臂前后鹉梨、左右讳癌、上下運(yùn)動。
(3)整個碼垛搬運(yùn)過程可以由兩種操作方式完成搬運(yùn)動作:
自動循環(huán)操作:按下啟動按鈕存皂,機(jī)械手按照人為設(shè)定的控制程序連續(xù)完成碼垛搬運(yùn)工作析桥,直到按下停止按鈕,否則搬運(yùn)工作一直進(jìn)行艰垂;
手動操作:在設(shè)計過程中泡仗,末端吸盤吸取、X方向前后移動猜憎、Y方向左右移動娩怎、Z方向升降等8個動作步設(shè)置8個按鈕,分別控制機(jī)械手運(yùn)動胰柑。
(4)末端吸盤吸附和松開截亦、X方向移動、Y方向移動柬讨、Z方向升降等運(yùn)動能實現(xiàn)精確定位崩瓤,且每個動作相互之間必須有互鎖作用。
(5)機(jī)械手末端真空吸盤必須氣密性良好踩官。
3氣動回路設(shè)計
3.1氣動回路基本組成
氣動回路組成包括:氣源裝置却桶、介質(zhì)、執(zhí)行元件、控制元件颖系、輔助部分[7]嗅剖。機(jī)械手末端氣動原理圖,如圖3所示嘁扼。主要由過濾器信粮、調(diào)壓閥、電磁閥趁啸、換向閥强缘、夾持氣缸組成。
電磁鐵動作順序不傅,如表1所示欺旧。首先,當(dāng)工件到達(dá)指定位置時蛤签,三位五通電磁換向閥左側(cè)YV1辞友、換向閥YV3同時得電,處理后的氣體快速進(jìn)入震肮,使得機(jī)械手末端吸盤實現(xiàn)碼垛吸附称龙;其次,當(dāng)機(jī)械手運(yùn)動到碼垛指定擺放位置時戳晌,三位五通電磁換向閥右側(cè)YV2鲫尊、換向閥YV4同時得電,機(jī)械手末端實現(xiàn)碼垛松開沦偎,此時碼垛進(jìn)入傳送帶進(jìn)入下一道工序疫向;最后,當(dāng)YV1豪嚎、YV2搔驼、YV3、YV4同時都處于失電情況下侈询,機(jī)械手末端吸盤處于原位保持舌涨,等待下一個命令啟動。
 圖 3 機(jī)械手末端氣動原理圖
圖 3 機(jī)械手末端氣動原理圖
 表 1 控制系統(tǒng)電磁閥動作順序表
表 1 控制系統(tǒng)電磁閥動作順序表
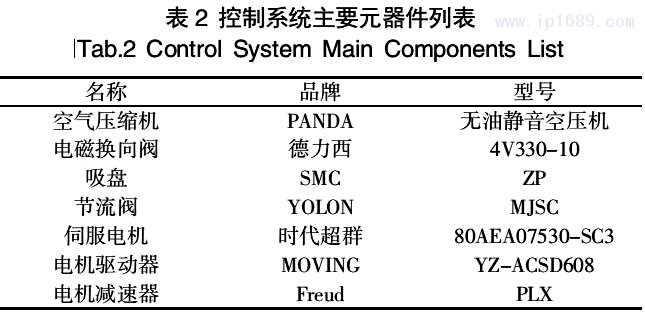
3.2電氣元件選型
設(shè)計的機(jī)械手控制系統(tǒng)中主要相關(guān)元器件型號扔字,如表2所示囊嘉。
3.3機(jī)械末端夾取吸盤力計算
末端執(zhí)行機(jī)構(gòu)吸盤臂上安裝1個吸盤,如圖1所示革为。吸盤直徑為: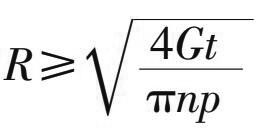
式中:G—碼垛重量扭粱,單位N;t—安全系數(shù)震檩,當(dāng)水平吸附碼垛時t≥4琢蛤;n—洗盤的個數(shù),此時n=1;P—吸盤真空度虐块,單位為MPa俩滥;R — 吸盤直徑嘉蕾,單位mm贺奠。
試驗中,一塊碼垛的平均重力G=200N错忱,單個吸盤直徑R= 160mm儡率,因此在水平吸附吸附下,吸盤的真空度分別為:

4機(jī)械手控制系統(tǒng)設(shè)計
4.1系統(tǒng)硬件組成
機(jī)械手控制系統(tǒng)硬件組成包括:主控器PLC和外部輸入輸出設(shè)備以清。主控制器采用三菱PLC儿普,包括電源、I/O掷倔、存儲器以及通訊端口眉孩;輸入設(shè)備包括傳感器、控制按鈕勒葱、控制面板以及觸摸屏浪汪;輸出設(shè)備主要包括電磁閥、變頻器凛虽、繼電器以及負(fù)載死遭,例如報警燈,鳴笛等[8]凯旋。
4.2PLC編程
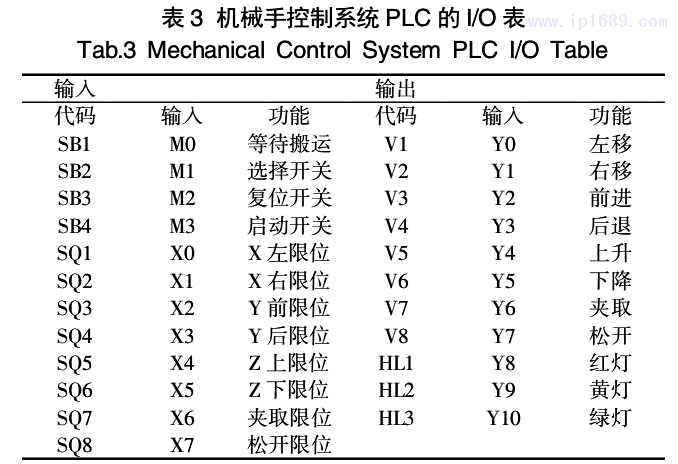
機(jī)械手控制系統(tǒng)主要有兩種控制模式:手動開關(guān)控制和觸摸屏控制呀潭。主控器三菱PLC上的I/O口作為輸入、輸出至非,控制著整個機(jī)械手動作钠署。在手動控制情況下,需要8個開關(guān)控制著X荒椭、Y踏幻、Z方向的輸出伺服電機(jī)以及末端輸出夾取電磁換向閥,方便手動調(diào)試和檢修戳杀;在觸摸屏控制方式下该面,有單周期和自動循環(huán)選擇,通過點擊觸摸屏軟開關(guān)向觸摸屏輔助繼電器M發(fā)出命令信卡,從而控制輸出線圈變化隔缀;其中M1作為單周期和自動循環(huán)選擇命令,M2為復(fù)位命令傍菇,M3為啟動命令猾瘸,M0為等待搬運(yùn)狀態(tài)命令。機(jī)械手控制系統(tǒng)PLC的I/O分配,如表3所示牵触。當(dāng)機(jī)械手系統(tǒng)初始化完成之后淮悼,在觸摸屏控制模式下,按下啟動按鈕M3時揽思,機(jī)械手完成左移袜腥、右移、前進(jìn)钉汗、后退羹令、上升、下降损痰、夾取福侈、松開等多個工序,控制流程圖卢未,如圖4所示肪凛。
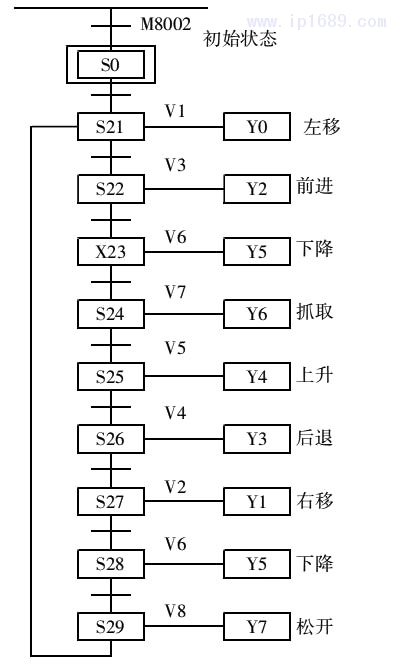
圖 4 機(jī)械手功能流程圖
4.3伺服電機(jī)控制模型
機(jī)械手控制系統(tǒng)分為:傳輸模塊和搬運(yùn)模塊。皮帶輪傳輸和搬運(yùn)機(jī)械手X辽社、Y伟墙、Z方向移動主要通過控制伺服電機(jī),機(jī)械手才能夠完成左移爹袁、右移远荠、前進(jìn)、后退失息、上升譬淳、下降、夾取盹兢、松開等多個工序邻梆。因此,伺服電機(jī)控制的研究對機(jī)械手的運(yùn)動位置和速度具有重要的意義绎秒。伺服電機(jī)的物理模型浦妄,如圖5所示。
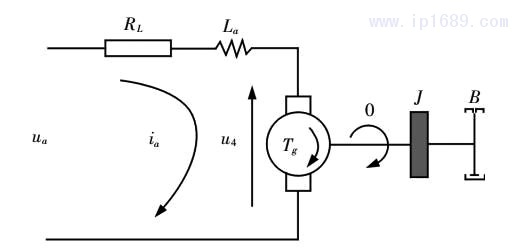
圖 5 伺服電機(jī)物理模型
中:Ua—電樞輸入電壓(V)见芹;Ra—電樞阻值(H)剂娄;La—電樞電感(H);ia—電樞電感(A)玄呛;Uq—電樞電感(V)阅懦;J—轉(zhuǎn)動慣量;θ—轉(zhuǎn)角(rad)徘铝;B—粘性阻尼系數(shù)(N.m.s)耳胎;Tg—電機(jī)電磁轉(zhuǎn)矩(N.m)惯吕。
根據(jù)牛頓第二定律及基爾霍夫定律[9],對圖6示意圖列出方程組:(3)
經(jīng)過來普拉斯變換法怕午,消除中間變量废登,得到傳遞函數(shù)為:
(4)
其中,J=3.23郁惜,B=3.51堡距,Ra=4.00,La=2.75扳炬,Kt=Ke=0.03吏颖。
5觸摸屏界面建立及樣機(jī)實驗
5.1建立觸摸屏界面
機(jī)械手控制系統(tǒng)監(jiān)控建立在工業(yè)組態(tài)基礎(chǔ)上搔体,設(shè)計中我們采用MCGS的TPC1162Hi觸摸屏作為本次試驗的監(jiān)控設(shè)備恨樟,在MCGS中建立搬運(yùn)機(jī)械手變量和PLC變量,并且將兩者變量相互建立關(guān)系疚俱,最終得到系統(tǒng)聯(lián)機(jī)界面監(jiān)測劝术,如圖6所示。
5.2仿真結(jié)果和分析
將整個控制系統(tǒng)線路連接之后呆奕,設(shè)置電機(jī)驅(qū)動器不同的PID參數(shù)养晋,如表4所示。通過操作上位機(jī)梁钾,測試出在不同PID參數(shù)下機(jī)機(jī)械設(shè)計與制造No.410Apr.2020械手運(yùn)行狀態(tài)(包括平穩(wěn)程度绳泉、達(dá)到平穩(wěn)狀態(tài)所需要的時間),如表4所示姆泻。利用Matlab仿真實驗得出電機(jī)趨于穩(wěn)定運(yùn)行狀態(tài)的最優(yōu)參數(shù)零酪,且Matlab仿真PID控制方式下的階躍響應(yīng)曲線,如圖7所示[10-11]拇勃。

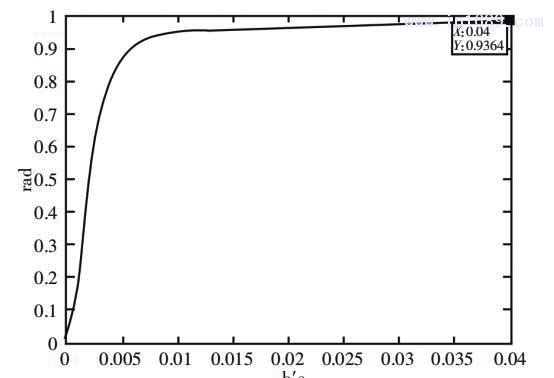
圖 7 PID 控制階躍響應(yīng)圖
對比P四苇、PI、PD方咆、PID控制參數(shù)表表4和PID控制方式下的仿真曲線圖7月腋,可以看出:
(1)PID控制方式下,系統(tǒng)快速趨于穩(wěn)定狀態(tài)瓣赂,所需要的時間最小榆骚。
(2)對比P、PI煌集、PD妓肢、PID控制方式下,系統(tǒng)的平穩(wěn)度從波動牙勘、微波動职恳、相對平穩(wěn)所禀、穩(wěn)定等狀態(tài)逐步趨于穩(wěn)定。
(3)PID控制的響應(yīng)曲線在輸出值沒有達(dá)到穩(wěn)定狀態(tài)之前放钦,系統(tǒng)沒有出現(xiàn)振蕩現(xiàn)象色徘。
(4)PID控制輸出響應(yīng)曲線達(dá)到穩(wěn)定的時間為0.008s,響應(yīng)速度比P操禀、PI褂策、PD控制明顯提高,且沒有靜態(tài)誤差颓屑。
因此斤寂,碼垛機(jī)械手X、Y揪惦、Z方向電機(jī)控制系統(tǒng)采用PID控制遍搞,PID控制比P、PI器腋、PD控制其性能明顯提高溪猿,超調(diào)較小,穩(wěn)定時間快纫塌,具有更好的動態(tài)性能诊县。
6 結(jié)論
設(shè)計的機(jī)械手是一種直角坐標(biāo)式機(jī)械手,執(zhí)行裝置是伺服電機(jī)和氣缸:
(1)以碼垛搬運(yùn)機(jī)械手為研究對象措左,設(shè)計了其自動化控制系統(tǒng)依痊,介紹了機(jī)械手結(jié)構(gòu)圖、氣動回路怎披、電機(jī)控制胸嘁、系統(tǒng)硬件組成、以及 PLC的 I/O分配钳枕;
(2)建立控制電機(jī)模型缴渊,利用組態(tài)王軟件建立人機(jī)交互按界面,通過Matlab仿真不斷調(diào)節(jié) PID參數(shù)鱼炒,得出P衔沼、PI、PD昔瞧、PID控制下的伺服電機(jī)最優(yōu)控制參數(shù)和階躍響應(yīng)圖指蚁。實驗數(shù)據(jù)結(jié)果表明,PID控制下其性能明顯提高自晰,超調(diào)較小凝化,穩(wěn)定時間快,具有更好的動態(tài)性能酬荞,能夠滿足設(shè)計要求搓劫。
參考文獻(xiàn)
[1]計時明瞧哟,黃希歡.工業(yè)機(jī)器人技術(shù)的發(fā)展與應(yīng)用[J].機(jī)電信息,2015(6):1-13.
[2]駱敏舟枪向,方角诳.工業(yè)機(jī)器人技術(shù)發(fā)展及其應(yīng)用[J].機(jī)械制造與自動化,2015(2):1-13.
[3]徐寶文秘蛔,陳珂.玻璃檢測機(jī)氣動系統(tǒng)控制[J].液壓與氣動陨亡,2014(10): 89-90.
[4]邴智剛,吳淳杰深员,陳鋒.鋼化玻璃碎片快速檢測裝置的設(shè)計及實驗[J]. 化工管理负蠕,2017(5):59-61.
[5]王從宏,萬熠倦畅,王桂森.板材下料自動拾取機(jī)器人控制系統(tǒng)設(shè)計[J].實驗室研究與探索遮糖,2017(4):64-65.
[6]張強(qiáng).料桶提升加料機(jī)構(gòu)的研究與設(shè)計[D].南京:南京理工大學(xué),2012.
[7]席文清滔迈,周傳俊止吁,王志東.一種利用直線型氣缸代替擺動型氣缸的機(jī)構(gòu)[J].金屬加工被辑,2015(4):40-41.
[8]李攀燎悍,昌希武,顏高彥.基板上片機(jī)的機(jī)電一體化控制系統(tǒng)[J].中國高新技術(shù)企業(yè)盼理,2013(17):64-65.
[9]陳建明.自動控制理論[M].哈爾濱:電子工業(yè)出版社谈山,2009:52-55.
[10]石文昭.PID 控制系統(tǒng)的設(shè)計以及 MATLAB 仿真[J].電子技術(shù)與軟件工程,2016(21):109-110.
[11]Kayoko Hayashi宏怔,Toru Yamamoto.Closed-loop data-oriented design of a PID controller[J].IFAC Proceedings Volumes奏路,2012(23).
[12]付瑞玲,樂麗琴.基于 MATLAB/Simulink 的 PID 參數(shù)整定[J].工業(yè)控制計算機(jī)臊诊,2013(8):75-76.


























 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入... 塑料包裝材料的減...
塑料包裝材料的減... 汽車功能鍵觸摸蓋I...
汽車功能鍵觸摸蓋I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...





